
数控铣加工精密薄壁零件分析
摘 要:为了探讨数控铣削加工薄壁零件的工艺过程及其对质量的影响,提出了一系列有效的改善数控铣削加工精密薄壁零件的方法。通过一个具有代表性的薄壁件作为示范,深入探讨其加工技术的挑战,并提出相应的工艺方案。重点采用先进的数控铣加工中心及普通车床、卧式铣床,以最快的速度完成薄壁件的加工,从而满足其结构与精度的要求。
关键词:数控铣;铣削加工;薄壁零件
0 引言
随着社会的发展,飞机、航空航天器、无人机不断增加,对于薄壁零件的需求量不断增加。薄壁零件内部挖空、切除率较高一般超 90%以上。薄壁零件铣削加工要求高精度,需要切除大量金属,工件壁薄,导致刚性低,铣削加工容易变形,降低铣削效率。薄壁零件的铣削加工,工件表面质量受刀具和走刀方式的影响,要达到图纸的精度和表面粗糙度值,须结合薄壁零件特点制造合适的夹具、选择合适的装夹方法、合
适走刀方式,还要选用合适的冷却方法等[1-2]。
1 、薄壁零件工艺特点加工难点
薄壁零件刚度较低,在铣削加工过程中,外力使工件变形。粗加工时,切削力大、温度高,零件容易出现较大形变。工件因为刚度低、毛坯内应力释放以及装夹变形、装卸回弹等因素所导致的形变,才是数控铣
加工精密薄壁零件的难点[3]。
2 、常用提高数控铣加工精密薄壁零件质量的措施
1)工件内部或外部增加易去除的物质以提高工件的刚度,例如可以使用低熔点金属合金锡、易熔有机物松香、石腊,或浇灌石膏等物质来加固工件,加工完成后再去除。
2)选择合适的加工刀具,适当增大前后角使刀具更锋利,减少薄壁部位受力。
3)制造有针对性的专用夹具,增强薄弱部位的刚性。
3 、案例零件结构
如图 1 所示,工件材料牌号为 7075 铝合金,航空零件,数量要求为 60 件,外圆直径 400 mm,厚度 7 mm。外圈直径较大、厚度较薄,属于薄壁典型工件。圆周壁上,在装夹和加工过程中极易变形,工件刚性较差的加工孔 12 个,固定支承耳端面 4 个。同时对零件的平面度要求较高,对表面粗糙度要求也较高,造成加工工艺路线选择不当、加工精度控制不住、不能保证工件质量等问题,导致工件加工难度加大。
1-1 零件立体图
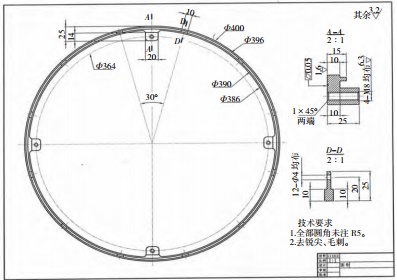
1-2 零件平面图
图 1 零件结构(单位:mm)
4、 毛坏立体图
如图 2 所示,毛坏质地均匀、规整、无异形。
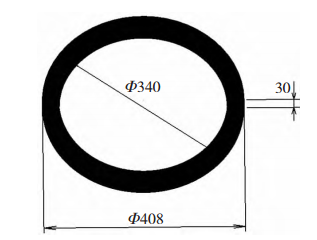
图 2 毛坯图(单位:mm)
5 、工艺分析
1)结构分析工件为环状件,整体结构规整,圆周上的小孔均匀分布,支耳对称分布,沟槽沿圆周均匀分布,形面相同,无复杂结构,工件规整,结构简单,工件在圆周上呈环状分布。
2)材料分析。零件材料牌号为 7075 铝合金,主要成分是锌和镁,是一种高强度、高硬度的铝合金材料,在退火、淬火后有较好的切削性能。
3)精度要求分析。主要要求平面≤0.05 mm,主平面表面粗糙度 Ra=1.6μm,其他粗糙度 Ra= 3.2 μm,其它尺寸精度要求并不苛刻。
4)成形分析。根据现有设备:三轴数控铣加工中心,车床 C6150,卧式铣床 X6142(能满足加工要求)。工件为环形回转型零件,可采用车、铣法,以圆周壁12 个小孔卧式铣床为重点,以车床和加工中心为重点,达到成型零件的结构和精度要求。
5)难点分析。由于工件壁薄,外圆尺寸大(直径达400 mm),加工过程中极易产生变形,如不采取可靠的变形控制措施,则容易出现不合格品,所以工艺成形的难点在于变形的控制。可通过控制工件的变形,在工装和加工设备的保证下,加工出合格成品。工装又是根据零件的批量大小而定,产品批量的多少代表了不同的生产模式,如果大批量,则可以考虑做气动或液压等独立夹紧传动装置的专业化工装。因工件数量只要 60 件,考虑经济因素,所以只需做一套简易夹具即可达到加工要求。
6 、工艺过程
6.1 时效处理
来料首先质检后,然后时效处理。
6.2 使用车床加工
选用 YG3X 刀片,撑夹毛坏内孔 8 mm 处,工件伸出 27 mm,一次装夹两端面见光,保证两大面平行度(为了方便加工中心安装时检测),外圆全批次加工到 Φ402 mm,内孔全批次加工到 Φ345 mm、长度18~20 mm 作为数控铣加工中心及卧式铣床工序的安装及定位基准。外径有 400 mm,转速不宜过快,防止打刀及工件发热变形。加冷却液,转速选择 180~250 r/min。
6.3 加工中心加工外形
使用加工中心铣削正面全部造型,利用车削平整的端面定位,400 mm 三爪卡盘支夹 Φ345 mm 内圆,工件露出 25~26 mm,分内腔轮廓、厚度、外形粗细加工,用 Φ12 mm 合金立铣刀具粗加工,用 Φ10 mm 刀具半精细加工,用 Φ5 mm 刀具在内槽内加工。四个支耳螺丝孔按钻心、钻孔、攻丝顺序依次加工到位后,按图样要求进行加工,全批次完成本工序。
6.4 圆周壁小孔加工
使用卧式铣床 X6142。利用回转工作台和 400 卡盘撑夹工件内圆,外圆分中找正,圆周壁上 12 个小孔到位。按打中心孔、打孔、去毛刺等顺序处理好孔。整个批次都会完成这个过程。
6.5 夹具设计
夹具设计思路是用一整块铝板加工而成,外面是固定件,内部是活动件,内部活动件撑胀工件紧贴外面的固定件,控制工件的水平方向 x、y 轴的自由度,z轴方向定位靠贴工作台面来控制。环绕 z 轴的自由度
由内部活动部件下方的键来控制。
6.6 夹具制作
使用加工中心制作工装夹具,方便后面加工工件反面。
先准备厚度为 25 mm 的 450 mm×430 mm 铝板,再将加工图 3 中的 6 个沉头螺丝孔,平铺几张 A4 纸后固定在操作台的 T 型槽上。这个细节主要是防止刀具铣到工作台面,同时减少找平行堑铁的麻烦。之后
用挖槽的刀路挖铣中间键槽,还有内圆中间那部分,使得后面可以让中间那部分一分为二用来制作撑夹夹具 2。
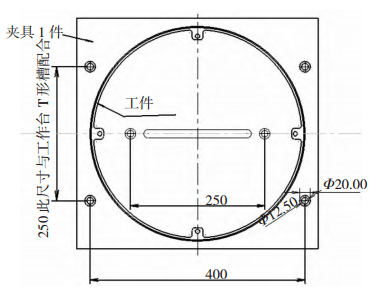
图 3 夹具钻孔用图(单位:mm)
用螺母和压板固定中间那部分,然后用挖槽铣削及外形铣削加工的刀路,把工件的安装位铣出来,保证与工件有 0.1 mm 的间隙,并且深度铣通。刀路如图4 所示。
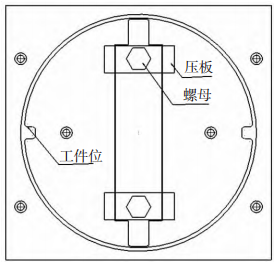
图 4 铣工件安装位示意图
中心那部位切开一分为二用来做撑夹具 2,夹具 2 的 底 部 铣 配 16 mm 的 键 与 中 间 T 型 槽 留0.1 mm 间隙配合,使得夹具 2 只可以在 x 轴方向来回滑动。限制了夹具 2 在水平面旋转的自由度,如图 5 所示。
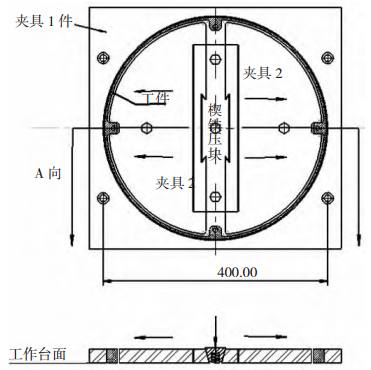
图 5 夹具 - 工件总装图
夹具 2 的清角及钻孔在卧铣上加工,夹具 2 与楔铁压块配合。楔铁压块的侧边件用螺丝连接夹具 2。
6.7 利用制作好的夹具在加工中心铣削工件反面
以加工好的正面定位,拧紧楔铁压块中间的螺丝,敲平工件,打表检测上表面间接检测工件装平没问题后,分粗精加工反面平面,粗加工留余量 0.3 mm,粗加工步骤完成后,用三坐标测量仪检查有无超标变
形量的情况,如有可以标出该变形位置和变形数值。
根据变形量确认是否增加校正工艺。处理完毕或无变形,则再次安装加工至尺寸要求。为了让切削力对工件变形的影响降到最低,采用外形铣削加工的刀路铣平面,走环绕路线、使用顺铣方式,径向分层多次加工。为了让干协面无残留,采用骗刀法(例如计算时用Φ11.5 mm 刀具,实际装 Φ12 mm 刀具)。采用新型立铣刀,加工时使用冷却液,主轴转速尽可能高,8 000 r/min,进给量略小,400 mm/min,使表
面粗糙度降低,精加工平面时表面质量提高。
6.8 钳工工序
倒钝锐边,去毛刺。
7 、加工过程检验控制
在加工过程中,对工件加工过程中必不可少的控制程序——部位尺寸和精度的检测,需要使用专业的检具和量具来完成。加工反面前用千分表检测上表面,间接测量工作是否安装平整。
8 、变形的控制
1)装夹方式采用加宽的软爪支承内孔,使支承点接触变为面接触,避免了加工过程中由于工件变形而产生的尺寸偏差。
2)加工反面是使用专用夹具,夹具的内孔与工件的外圆配合,方便零件装夹,尽最大可能地降低零件形变。
3)消除工件内部应力铝合金坯料在加工过程中会产生应力释放,从而产生结构变形。自然时效处理耗时长,因此采用加温到 190 ℃左右的时效处理方式,经过半天的保温后再进行空冷处理,这样就可避免加工时残余应力的释放,从而避免工件变形的现象发生。
4)在铣削反面平面过程中使用合理的工艺参数,减小切削力,尽量使用较小的垂直轴向切削深度,选择较大横向的径向切削深度,条件允许时可以大于刀具的半径。在主轴及铣刀转速允许的情况下,尽可能
的选择更大的切削速度。
5)其他因素的控制薄壁件变形不仅受切削工艺参数的影响,还受走刀路径、机械振动和冷却方式等综合因素的影响。在走刀路径上,应以尽量减少工件最小部位上的作用力为原则,可以采用对称加工或阶梯式加工的路径;在切削液方面,本例中使用乳化型专用铝合金切削液,切削液使用得当可以降低工件加工变形,保护刀具,使其寿命延长。
9 、结语
薄壁件铣削加工是业界认为具有一定挑战性的难题,但通过制定合理的加工工艺路线,最终能够较快地完成并达到加工要求,只要仔细分析零件特点,根据批量大小,根据现有设备进行有针对性的夹具制作,避免加工切削受力过大,发热和形状改变而影响加工精度,就会变得轻而易举,企业效益创造更多。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 新型数控双交换工作台卧式加工中心技术的应用
- target=_blank>加工中心直线电机故障诊断与维修
- target=_blank> 加工中心机床加工复杂轴工艺研究
- target=_blank> 一种汽车十字轴车床夹具的设计
- target=_blank>变速器一档齿轮加工数控车床主轴故障诊断与优化研究
名企推荐







