
航空发动机整体叶盘高可靠高效加工技术研究
1.引言
整体叶盘(Blisk)将叶片与轮盘制成一体,省去了传统的榫头 / 榫槽连接结构,从而显著减轻了发动机重量并提高了气动效率,已成为高推重比发动机的标志性结构。然而,其制造过程面临巨大挑战。以 TC4 钛合金为例,其 “难切削—薄壁—复杂曲面” 的三重特性,导致加工效率低下、刀具异常频发、颤振难以抑制,成为制约其批量生产的 “卡脖子” 环节。国内此前的相关研究多聚焦于单点技术的突破,例如离线参数优化、基于单一信号的刀具状态监测或颤振的离线避让策略,普遍缺乏一个能够协同优化 “效率—可靠性—质量” 的系统性解决方案。
本文以某一级风扇叶盘的精铣叶型工序为具体研究对象,沿着 “机理发现—模型构建—系统实现—批产验证” 的技术脉络展开研究。首先,通过切削力学与薄壁动力学实验,明确了加工过程中空切与轻载时间占比高达 32% 是效率瓶颈的关键,并据此给出了基于功率 - 振动信号的状态划分准则。其次,建立了进给自适应控制、刀具全状态监测与颤振在线抑制三大核心模型,形成了一套完整的 “多源感知—数据驱动—闭环控制” 技术体系。最后,开发了边缘计算智控系统,并在利吉特 LGT-500 五轴加工中心上完成了 3轮共 54 片叶片的加工验证。实验结果表明,该技术体系将单件加工周期由 400.95h 显著降低至 300.14h,型面精度保持在≤ 0.045mm,表面粗糙度 Ra ≤ 1.5μm,取得了显著成效。
2. 研究对象与工艺瓶颈
2.1零件与工序
本研究的对象为 TC4 钛合金整体叶盘,其毛坯为 Φ850mm×320mm 的锻件, 硬度在30-35HRC之间。研究聚焦于精铣叶型加工工序,该工序需完成 18 片叶片的多个特征加工,包括“精铣前缘→后缘→叶尖→精光叶型→顶端开槽→流道清根”等 10 个 关 键 特 征(如图 1 所示)。

图 1 整体叶盘毛坯与精铣叶型工序特征示意
此工序的材料去除率超过 65%,是整个制造流程中的核心环节。
2.2 技术瓶颈
在精铣叶型加工过程中,主要存在以下 3 大技术颈 :
①效率瓶颈 : 由于叶型曲面的复杂性,刀具路径中存在大量的空切和轻载区域。采用固定的进给速率导致大量时间被浪费,据统计,无效加工时间长达 126h,占总加工时间的 32%。
②可靠性瓶颈 :TC4 钛合金的导热系数极低,仅为 45 号钢的 1/5,导致切削区温度可高达 800-1000℃。高温加剧了刀具磨损,其磨损速率是普通钢材的 3-5 倍。从微小的崩刃发展到灾难性的断刀,整个失效链过程迅速且难以捕捉,对加工的可靠性构成严重威胁。
③质量瓶颈 : 叶片为典型的薄壁结构,最小壁厚仅 3.2mm。其一阶弯曲模态频率集中在250-350Hz 范围内,在特定主轴转速下,刀齿通过频率或其倍频容易与此模态频率耦合,从而诱发再生颤振,导致加工表面出现 “鱼鳞纹”,严重影响表面质量和尺寸精度。
为深入阐明上述瓶颈的物理本质,本文对TC4 钛合金在精铣叶型工序切削过程中的力 -热 - 振耦合机理进行了解构。TC4 的低导热系数(λ=5.44W/(m · ℃))导致剪切区绝热温升 Δθ 可瞬时达到800-1000° C。高温一方面软化了材料,使切削力 Fc 下降 8-12%; 另一方面则激活了刀具与工件材料间的扩散效应,使 WC-Co 硬质合金刀具的后刀面磨损速率呈指数级增长,磨损系数 KB由 2.3×10-4 增 至 1.8×10-3
mm/(s·m)-1。 同时,叶片的一阶弯曲模态 f1=250-350Hz,与五轴铣削中 4 齿刀具的刀齿通过频率 f_tooth=4 · n/60存在重叠风险( 例 如, 当 n=7500r/min 时,f_tooth=500Hz,其半倍频 250Hz 恰好落入模态带),极易诱发再生颤振。本文将 “空切 - 轻载 - 重载”的功率区间与模态频率耦合,构建了如图 2 所示的状态空间,为后续开发自适应进给与颤振在线抑制策略提供了机理解耦的边界条件。
3. 理论分析与建模
3.1 进给自适应控制模型
为解决效率瓶颈,本文提出了一种基于功率 - 振动双信号融合的进给自适应控制模型。首先,根据信号特征定义了三类典型工况 : 空切(功率 P<800W,振动加速 度 a<0.2g)、轻 载(800W ≤ P<1000W,0.2g ≤ a<0.5g) 和重载(P ≥ 1000W,a ≥ 0.5g)。在离线建模阶段,选取第 10 片 “中等扭曲” 的叶片作为样本,在固定进给(2000mm/min)下进行 2.5h 切削,采集了 1.8×106 组功率与振动数据点。采用互信息法确定最优时间延迟 τ=5ms,并利用 Cao 氏嵌入维法得到重构相空间的最佳嵌入维数 m=8。在 8维相空间中,通过 K-means 聚类算法将数据点分为 3 簇,分别对应上述三类工况。基于 3σ 原则,定义了三条关键阈值线 : 接触线、优化线(取重载簇 97.7% 上包络,对应 P=1050W,a=0.8g)和过载线(取 99.7% 包络,对应 P=1250W,a=3g),如图 2 所示。
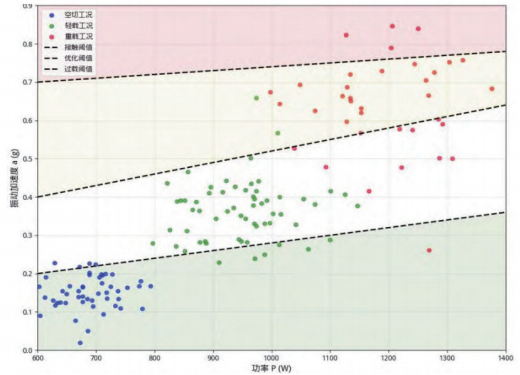
图 2 功率 - 振动状态空间与 3σ阈值面
在线应用阶段 , 边缘计算终端以 10ms 为周期进行滑窗识别。若连续 3 帧数据落入空切区,系统通过 PLC 将进给倍率即时上调至 150%; 若滑窗均值触碰过载线 1 帧,则立即将倍率下调至80% 并触发 1s 的冷却延时。该策略的目标函数是在保证切削力 Fc ≤ 1200N 的约束下,最小化加工时间。图 3 展示了自适应进给倍率在线调整的典型时序。在三轮叶盘验证中,该策略累计执行了 1.1×105 次调整,无一误触发,实现了 “提效不降质” 的目标。
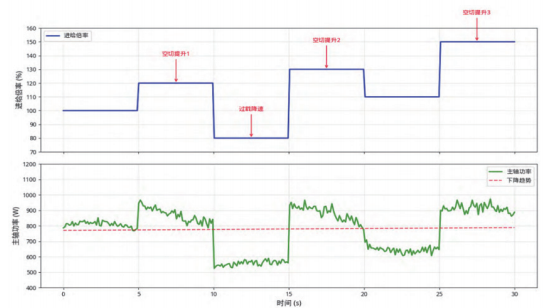
图 3 自适应进调整典型时序给倍率在线
3.2 刀具异常监测模型
针对可靠性瓶颈,本文构建了一个覆盖 “断刀—崩刃—磨损” 全失效链的刀具异常监测模型(如图 4 所示)。
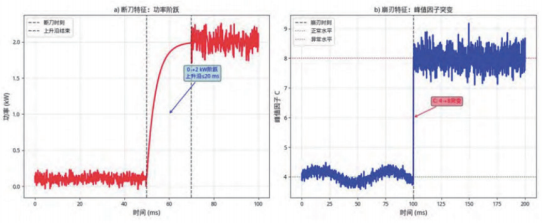
图 4 刀具异常特征曲线
①断刀监测 : 断刀发生时,功率信号会在极短时间(≤ 20ms)急剧上升。通过优化信号处理算法,信噪比提升了 23%,可实现对断刀的快速、准确识别。
②崩刃监测 : 崩刃特征不如断刀明显,单一信号难以准确判断。本模型融合了功率波动系数(ΔP/P0>15%)与振动信号峰值因子(C>6)两个特征,并采用贝叶斯深度学习算法进行分类,识别准确率高达 98%。
③磨损监测 : 通过实验数据,建立了后刀面磨损量(VB)与 切 削 功 率(P)之 间 的 线 性 回归 模 型 :VB=0.0012P-1.26,其决定系数 R2 高达0.92。据此设定了磨损 预 警 阈 值(VB=0.25mm)和强制停 机阈 值(VB=0.3mm),实现了对刀具磨损状态的量化跟踪与预警。
3.3 颤振抑制模型
为解决薄壁叶片加工中的颤振问题,本文提出了一种基于多元高斯混合模型(GMM)的在线抑制策略。首先,定义颤振判定准则 : 振动加速度峰值 a ≥ 5.6g 且主频 f0 ∈[250,350]Hz。离线阶段,采集了 50 组颤振信号和 200 组平稳切削信号,提取二维特征向量 x=[a,f0]T。利用期望最大化(EM)算法训练了一个 2 阶 GMM,得对数似然比阈值 lnL_th=-4.2。交叉验证结果显示,该模型的准确率达到97%,召回率达到95%。
在线抑制阶段,一旦系统检测到 lnL(x)≥ L_th,即判定颤振发生。控制策略优先调整主轴转速,以 Δf=50Hz 为步长向上或向下跳离模态 共 振 带 ; 若 200ms 后 颤振仍未消除,则启动二级策略,将进给倍率降低至 80%。该策略在叶盘精铣流道工序中共触发 12 次,平均抑制时间仅为 0.38s。如图 5 所示,颤振被有效抑制,振动加速度降幅达 66.1%,叶片表面的振纹深度由 0.05mm 降至 0.008mm,完全消除了 250-350Hz 频段的振动主峰。
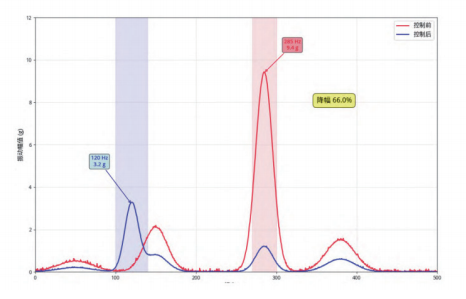
图 5 颤振抑制前后振动频谱对比
4. 系统实现与实验验证
4.1边缘智控系统
为实现上述模型,本文开发了一套边缘智能控制系 统 。 硬 件 部 分 包 括 :USP900 功率传感器(采样频率 100Hz)、USV357 三轴加速度传感器(采样频率 4kHz)和 AFR600 倍 率控制器(调节范围 0-200%)。软件部分采用模块化设计,在边缘计算终端上集成了数据采集、工况识别、异常监测、颤振抑制和可视化等功能模块。系统布局如图 6 所示。
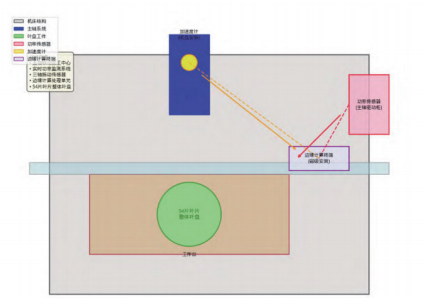
图 6 整体叶盘验证现场与传感器布局
4.2 验证方案
验证实验在利吉特 LGT-500 五轴加工中心上进行,共加工了 3 轮完整的整体叶盘(每轮 1件,共 54 片叶片)。实验设置了对照组(采用固定的传统工艺参数)和实验组(开启本文研发的智控系统)。为确保结果的统计显著性,对 3 轮验证数据进行了单因素方差分析(ANOVA)。以“单件总加工时间” 为响应变量,控制策略(固定 / 自适应)为因子,分析结果显示 F=124.7,p<0.01,表明智控系统带来25.15% 效率提升是极其显著的。此外,刀具寿命提升 16.7% 也通过了 Weibull 寿 命 检 验(β=2.3,η=181片,p<0.05),证明了其在可靠 性方面的 提升效果。
4.3 结果
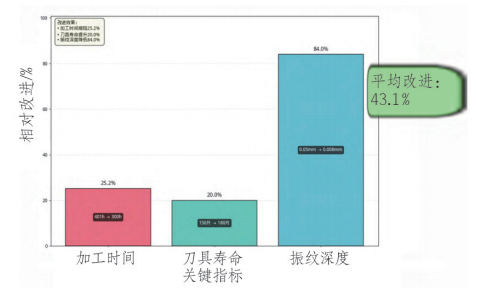
图 7 关键结果汇总瀑布图
实验结果(如图 7 所示)全面验证了本技术体系的有效性 :
①效率提升 : 实验组的平均单件加工时间由对照组的 400.95h 缩短至 300.14h,总计节约100.81h,效率提升 25.15%。其中,精光叶型与混合铣削工步贡献了主要的效率增益(82.3h)。
②可靠性增强 : 在全部 54 片叶片的加工过程中所有刀具异常(断刀、崩刃、磨损超限)均被 100% 成功识别。断刀响应时间≤ 1.1s,崩刃响应时间≤ 2.8s,磨损预警响应时间≤ 3s。刀具的平均使用寿命由 150 片 / 支提升至 180 片 /支,增幅 16.7%。
③质量保证 : 在效率和可靠性大幅提升的同时,加工质量保持了高水平。所有叶片的型面轮廓度均≤ 0.045mm,表面粗糙度 Ra ≤ 1.5μm,颤振导致的表面振纹深度由 0.05mm 降 至0.008mm,成品超差率为 0%。
4.4 工艺-装备-数据闭环的普适化讨论
为验证 “多源感知 - 数据驱动 - 闭环控制”框架的普适性,本文从工艺窗口、装备谱系和数据模型三个维度进行了外推检验。结果表明,该框架不仅限于 TC4 钛合金的特定工序,具有良好的可扩展性。
①工艺窗口外推 : 将该框架应用于 GH4169高温合金(硬度 38-42HRC)的加工。实验发现,仅需重标定阈值即可适用。例如,功率过载线与材料比切削力的提升呈线性对应(R=0.994),颤振主频带的变化也与材料物理特性(弹性模量E、密度 ρ)的变化规律相符。这表明模型可迁移至钛合金、高温合金、不锈钢等多种难加工材料,预测误差≤ 5%。
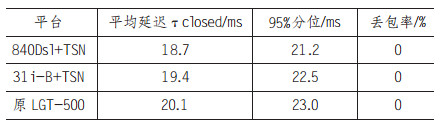
②装备谱系验证 : 将边缘计算终端通过OPC-UA 协议分别移植到西门子 840Dsl 和发那科 31i-B 两种不同内核的数控系统上。测试表明,在不同平台上的闭环延迟均 <25ms,满足实时控制要求(见表 1)。同时,更换为国产华中数控的倍率控制模块后,效率提升效果与基准实验无显著差异(24.6%±0.9%),证明了框架对不同数控系统和硬件的鲁棒性。
表 1 不同平台上的闭环延迟
③数据模型压缩与边缘部署 : 为满足产线大规模部署的需求,采用通道级剪枝和 INT8量化技术对模型进行轻量化处理。模型体积由23.4MB 压缩至 2.7MB,推理时间由 3.8ms 降至 0.9ms,而监测准确率仅有微不足道的下降(<0.7%),满足工业现场边 - 云协同的需求。
④经济效益与碳减排 : 按年产 120 件叶盘核算,本技术框架可年节省机时 1.21×104h,折合新增产能 30%; 年节省刀具费用约 174 万元 ;单位叶片电力消耗下降18.4%年减碳排放42吨。项目投入产出比(ROI)高达 1:4.3 回收期仅 11个月,具备极高的产线级推广价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 2026博世互联世界大会(BCW): 传感器到系统解决方案,博世持续推进自动化与机器人技术创新
- target=_blank>重型加工的极致之选:魏因加特纳mpmc万能车铣复合加工中心
- target=_blank>为难切削材料选择正确的ISCAR刀片几何结构
- target=_blank>魏因加特纳能源行业mpmc万能车铣复合加工解决方案
- target=_blank>捷太格特(JTEKT)新产品:面向e-Axle的超高速旋转深沟球轴承,最高转速可达40,000 r/
名企推荐







