
摘要:本文主要介绍了齿轮干式滚齿的产生和发展过程,并以我公司齿轮加工为例,详细介绍了干式滚齿切削的机床、刀具、切削参数等关键工艺。

刘新保工程师 主要从事机械转向器齿轮、齿条加工及装配工艺研究
齿轮干式滚齿的产生和发展
20世纪60年代以来,世界各国一直在为采用硬质合金滚刀以提高滚齿工艺水平而努力。在我国重型机械行业中,对于模数较大的淬硬齿轮(硬度50~52HRC),进行刮齿精加工,精度可保证达到7~8级,个别情况也可达到6级精度水平,在这方面已有成熟的加工经验,基本与国外水平相当。进入90年代中期,新型成形磨齿机的出现,使磨齿效率和精度大大提高,从而减轻了对进一步提高刮齿工艺的需求,研究工作的重心也随之转移到了针对大批量生产的滚-剃-珩汽车齿轮上来。近年来,为了进一步提高生产效率和降低成本,尤其是随着环保立法对切削液的使用和废油处理的限制,齿轮加工研究工作的重心又转向了不用切削液的干式齿轮加工,以求取得更好的社会和经济效益。

日本三菱、美国的格里森和德国利勃海尔等公司都在齿轮干切削方面做了大量工作。三菱公司推出了世界上第一台干滚切系统,其切削速度是传统滚切速度的2倍,达到了200m/min。三菱公司专门设计了涂有专有涂层的MACH7高速钢滚刀,这种涂层有助于散热和减小刀具与工件材料之间的摩擦,刀具寿命是一般湿式加工的5倍。这一系统在加工汽车末级传动齿轮、大型载重齿轮、汽车小齿轮及行星齿轮时效果均很理想,使生产成本降低40%;格林森公司在Phoenix机床上用硬质合金滚刀干切削方法加工锥齿轮,滚切速度达3 000r/min,与传统的高速钢刀具相比,切削时间减少50%,而且表面粗糙度值显著降低。能否顺利进行干态高速滚齿,不是简单地将普通滚齿机的转速提高和关断切削液系统,而是需要在切削理论上的全面突破和刀具、机床以及工艺技术的重大改进。
随着齿轮的传动速度、承载能力、使用寿命等要求的提高,以及运行噪声、制造成本降低的需求,业内对齿轮的设计、加工等提出了更高的要求。特别近年来,硬齿面和调质硬度在350HB左右的中硬齿面齿轮的推广及应用几乎取代了软齿面齿轮,这给齿轮的制造带来了一定的难度,同时对齿轮刀具和齿轮制造装备提出了更高的要求。
干式滚齿技术实例分析
1.高速切削的优点
(1)高效率,低成本。高速干式滚齿的效率是传统湿式滚齿的3~4倍,而刀具寿命是一般湿式加工的5倍。在齿轮加工中,使生产成本降低40%。
(2)绿色环保。干式滚齿因为不用切削液,不但节省了资源,降低了制造成本,而且没有了环境污染,符合绿色制造的发展理念,也符合爱护环境、保护环境的环保要求。没有切削油对环境的污染。
(3)机床结构紧凑。干式滚齿省去了油屑分离过程,无冷却润滑油箱和油屑分离装置以及相应的电气设备,因此机床结构紧凑,占地面积小。
(4)节省了后续处理成本。因为此过程为干式切削,冷却用风进行冷却,工件表面无冷却液残留,后续不需要对工件进行清洗等操作,节省清洗机及清洗过程。降低生产成本。
干式切削相对于湿式切削有一个共同的特征:提高切削速度,尽量缩短刀具与切屑的接触时间,使切削产生的热量尽可能多地被切屑和冷却空气带走。因此,干式滚齿在应用中的关键技术均与此相关,具体包括机床、刀具和工艺参数3个方面。
2.机床的选择
干式高速滚齿工艺对滚齿机的要求,除了强度、刚度和抗振性等基本要求外,还应满足以下条件:提供足够高的切削速度和切削功率,合理的空气冷却方式及冷却点分配,从而保证工件质量和延长滚刀寿命。
我公司采用的是三菱公司GE15A立式滚齿机,该款机型为全球首台实现完全干式切削的齿轮加工机床。GE15A可加工直径150mm以下的齿轮,无切削液干式加工对环境污染小其主要特征;采用超干切滚齿技术,实现高效率高精度切削;标配不锈钢机身外罩,加工区域封闭,提供完善的防切屑措施。

3.刀具的选择
干切滚刀对原材料是用硬质合金还是用高速钢、什么成分及牌号、用什么涂层、热处理硬度值、刃磨后处理要求、能达到的滚齿速度和进给量,使用后它的磨损特征是什么,这些都需要在刀具选择的时候进行考虑,确保刀具的寿命、更换周期和经济性等。
经过综合考虑,我公司选择三菱公司的专用干切刀具,材料为:MACH 7。该材料为三菱公司为了干切工件专门开发的刀具材料,可以满足一般的齿轮的干切要求,热处理硬度为:65.5~66.5HRC。刀具的精度为:AA级。
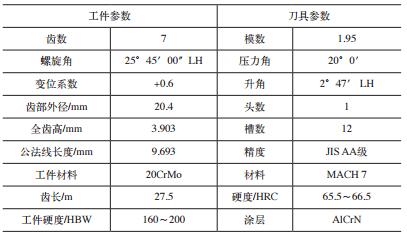
刀具涂层的要求:为了提高刀具的寿命和切削速度,必须对刀具进行涂层。考虑到刀具修磨后还要进行重新涂层,必须对涂层材料进行选择,需要注意的是,涂层材料不能和刀体材料进行化学反应,具有可退涂性。综合考虑后我公司选择BALZERS公司的AlCrN涂层材料,涂层颜色为亮灰色,经过涂层后刀具的表面硬度达到3 200HV,最大工作温度可以到1 100℃,切削速度可达到500m/min。工件和刀具的参数见表1。
表1 工件和刀具的参数
4.切削参数的选择
滚齿加工工艺参数的选择要根据齿轮技术要求、生产批量大小来确定。我公司的齿轮加工为大批量生产,并且生产节拍要求在50s以内,这就要求在制定工艺参数时,必须满足生产节拍,确保每班的产量满足客户需求。湿切加工和干切加工的工艺参数对比见表2。
表2 工艺参数的对比
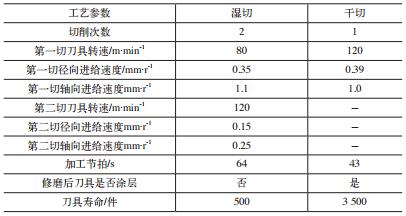
经过上面的加工参数对比,可以发现,在同样的工件精度下,干切加工效率更高,保证了生产节拍。同时为了保证干切的正常进行,需要对刀具修磨后进行涂层,来提高刀具的寿命。每个工件刀具成本=[刀具购买成本+刀具修磨次数×(修磨成本+刀具涂层成本)]÷(新到加工工件数+刀具修磨后加工工件数×刀具修磨次 数),通过计算,湿切时每个工件刀具成本0.7941元,干切时每个工件刀具成本0.2522元,干切加工大大降低了成本。
结语
从滚齿加工效果和加工过程看出,采用湿式切削可以满足产品精度要求,但与干式切削相比,后者优势非常突出:一是冷却方式不同,干式切削可以减少冷却油的用量,减少对环境的污染,降低成本;二是干式切削加工完成后,可以将工件直接进行淬火处理,节省了清洗工件表面切削液的过程;三是干式切削加工效率可以提高30%左右,刀具涂层后使用寿命可以提高7倍,相应地可以减少换刀次数,减少停机时间,提高生产效率;四是干式滚齿相比式滚齿的综合生产成本可以降低50%左右。

- 应对 ISO M 材料加工挑战,ISCAR解锁高效加工密码
- 数控铣加工精密薄壁零件分析
- 航空发动机整体叶盘高可靠高效加工技术研究
- 世纪精工,以实力诠释“中国智造”——访广东创世纪智能装备集团股份有限公司副总裁罗育银先生
- 2026博世互联世界大会(BCW): 传感器到系统解决方案,博世持续推进自动化与机器人技术创新
- 魏因加特纳能源行业mpmc万能车铣复合加工解决方案
- ISCAR 先进刀具解决方案,赋能多品种、高精度制造
- 台达RS-M系列模组机器人全新上市
- 全球首展启新程 柔性智造再进阶:SW 携柔性智造新品亮相CCMT2026 赋能精密制造新征程
- 突破电动汽车行星齿轮的制造瓶颈 :车齿 + 滚齿,工艺融合实现高精度与高效率



网友评论 >>查看更多评论