


3MZ1420外沟磨床砂轮修整器改造
2016-8-2 来源:哈尔滨轴承集团公司 制造技术部 作者:杨海峰 张雪龙 孟祥国
摘 要:3MZ1420 是磨削球轴承外圈沟道的专业磨床。经过对该磨床砂轮修整器的改造,增大了回转座的悬臂长度,调整了金刚笔到修整器回转中心的距离,实现了调心轴承外圈球面滚道的磨削加工,达到一机多能,扩大了机床的用途,满足了轴承产品的加工需求,节省了采购新设备的成本。
关键字:3MZ1420 外沟磨床;砂轮修整器;调心轴承外圈球面滚道;回转油缸;磨削砂轮
1、前言
随着时代的发展和科技的进步,对轴承生产装备水平的现代化和轴承的质量有了更高的要求,轴承行业竞争也更加激烈,加速产品结构的调整步伐,紧跟市场,生产出质量高、需求大、利润高的轴承是轴承生产企业义不容辞的责任。公司现有旧设备比较多,通过改造设计,可以节约购买新设备资金和购买设备周期长的问题,使旧设备发挥更大的潜力,实现一机多能,加工出更多类型的轴承产品,满足市场需求。
2、3MZ1420 机床简介及改造必要性
3MZ1420 球轴承外沟磨床用于磨削球轴承外圈沟道,磨削的套圈滚道呈内圆形状,是批量加工球轴承套圈的全自动磨床。
加工范围:轴承外圈外径:Φ 100~200mm,
工件最大宽度:50 mm,
沟道最大曲率半径:25 mm,
工件转速:120、150、190、240、300、380r/min,
砂轮转速:最大9 000 r/min,
液压系统供油压力:8~11 kg/cm2,
电动机:砂轮电机:7.5 kW,
工件电机:0.75 kW,
油泵电机:0.8 kW。
3MZ1420 球轴承外沟磨床用于磨削球轴承外圈沟道,其磨削示意图如图1。
工作时电磁无心夹具吸住轴承外圈,磨削砂轮对轴承外圈沟道进行磨削,加工轴承产品工序单一。为了提高机床的使用效率,满足轴承生产需求,对3MZ1420 球轴承外沟磨床砂轮修整器进行改造,使该设备可以磨削调心球轴承和调心滚子轴承外圈沟道,实现一机多能,提高机床使用效率。
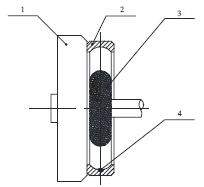
1. 电磁无心夹具 2. 轴承外圈 3. 圆弧砂轮 4. 轴承外圈沟道
图1 磨削示意图
3 、砂轮修整器的改造
3MZ1420 球轴承外沟磨床圆弧砂轮修整器部分由上下移动油缸、圆弧修整的回转油缸及尺寸调整机构组成。修整器的上下移动由油缸带动。移动导轨采用钢球滚动导轨。圆弧修整器的运动靠回转油缸经键传动使摇摆头架往复回转。摇摆角度的大小由挡块来调整,摇摆往复靠行程开关发信号,使电磁阀吸脱改变油路,达到修整器底座固定在进给机构拖板的支架上进行位置调节。尺寸调节有两种,大调节使立柱移动,以适应套圈规格变动的尺寸调节;尺寸的微量调节,由把手来进行,该修整器修出的砂轮为圆弧型,用于磨削球轴承外圈沟道。
为提高该机床使用效率和扩大使用范围,通过对机床砂轮修整器改造设计,使该机床能够加工调心轴承外圈沟道,改造后的砂轮修整器如图2 所示。
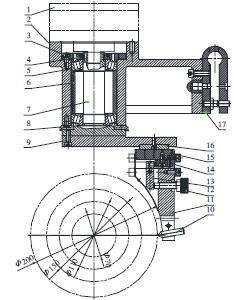
1. 回转油缸 2. 回转座 3. 盖 4. 锁紧螺母 5. 圆锥滚子轴承
6. 套 7 . 轴 8 . 盖 9 . 垫板 1 0. 金刚笔 1 1. 回转体 1 2. 螺钉
13. 拉杆 14. 挡块 15. 滑板 16. 滑键 17. 弹簧板
图2 改造后的砂轮修整器
调心球轴承和调心滚子轴承共同特点是外圈均为球面滚道,外圈滚道面中心与轴承中心一致。调心轴承除承受径向载荷外,轴承还可以承受双向作用的轴向载荷。
改造后砂轮修整器为了能加工调心轴承外圈球面滚道,增大了回转座2 的悬臂长度,使回转油缸1 带动整个由回转座2、盖3、锁紧螺母4、圆锥滚子轴承5、套6、轴7、盖8 组成的回转体中心与磨削砂轮中心保持一致。根据被加工调心轴承外沟尺寸,通过改变垫板9 的长度,使金刚笔笔尖10 到回转中心的距离满足加工图纸要求的半径R 的尺寸,从而对磨削砂轮进行修整。改造后该机床可磨削调心轴承轴承外圈沟曲率半径R 50~100 mm,根据调心轴承外圈尺寸及幅宽不同,换装不同规格的磨削砂轮。修整完成后,对调心轴承外圈球面滚道进行磨削,满足轴承产品尺寸和精度要求。
改造后的砂轮修整器尺寸调节有两种,大调节通过改变垫板9 的长度来进行;尺寸的微量调节,与原来修整器一样由微调把手来进行,以满足所修整的砂轮圆弧尺寸与被加工套圈外沟沟曲率圆弧尺寸一致。
改造后的机床在自动磨削结束后,工作台退回,修整器通过电磁换向阀下降至砂轮处,通过修整器摇摆开关阀操作手柄,向右扳为关闭,向左扳为打开,并通过修整节流阀作无级调整,进行砂轮修整运动。
该机床改造完成后加工调心轴承外圈沟道工作循环过程如下:
手动循环起动按钮──上料──磨架进入工件──工件横向块跳进──快速趋近──粗进给──精进给──工件横向跳出,进给返回──磨架退出工件,补偿──下料──砂轮修整器移下──修整一个往复──修整器上升。机床动作循环结束。
改造后的砂轮修整器在精磨结束后进行修整,并且可以通过预置记数进行修整动作,由波段开关预置一至五次。如预置五次,表示磨削四个零件的循环动作中无修整和补偿动作,到第五个零件磨削结束,则进行补偿和修整动作,修整结束,解除电源呈复原状态,自第六个零件又重新开始记数。在磨削过程中,如拨动波段开关或有复位动作,则解除记数累计,重新记数。
4 、结束语
改造前该机床只能加工球轴承外圈沟道,通过对该该机床圆弧砂轮修整器部分的改造,使该机床可以加工外径Φ 100~200mm 调心球轴承和调心滚子轴承外圈沟道,从而实现一机多能,满足轴承产品生产需求,降低了采购新设备的成本,提高了机床的使用率,扩大了机床的用途。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

