


摘要: 磨床数控化改造是一种基于资源循环利用的制造新模式。文章在数控磨床的设计理念、方法以及磨床改造经验的基础上,以磨床数控化改造可行性为研究对象,建立一种基于专家经验知识的磨床数控化改造综合评估方法模型,提出一种可行性的量化方法,并将这种方法应用到MA1320 /H的数控化改造过程中,为MA1320 /H 的设计制造提供了理论支撑,结果表明改造后的磨床节约成本30%以上,且性能及稳定性超过原有旧机床。
关键词: 磨床; 数控化改造; 可行性; 量化方法
0 引言
普通磨床数控化改造是一个充分运用绿色制造技术和其它先进制造技术、信息技术、数控及自动化技术等高新技术对普通磨床进行可改造度评价、拆卸以及创新性再设计、再制造、再装配的过程[1]。其目标是充分利用现有磨床资源,改造后的磨床功能更强、性能在指标更优,实现资源循环利用和磨床质量跨越式提升。目前,我国存在大量的普通磨床床迫切需要数控化改造,市场前景广阔[2]。
磨床数控化改造是循环经济发展需求下的一种资源循环利用的磨床制造新模式[3]。回收利用一些磨床产品,并对其进行数控化改造具有显著的经济及社会效益。而在对其实施数控化改造首先需要考虑清楚该磨床是否适合数控化改造,更要对该磨床数控化改造可行性进行综合分析。磨床数控化改造可行性评估是一个综合的系统工程,对其进行评定需要采集大量的影响机床再制造的技术性、经济性等方面的信息,并采用定性与定量相结合的方法确定磨床改造的技术、经济评估指标,建立完善的数控化改造评估模型。在对磨床数控化改造过程进行分析的基础上,文中建立一种基于专家经验知识的磨床数控化改造综合评估方法模型,并提出一种针对普通磨床数控化改造可行性的量化方法。
1 、可行性量化方法
磨床数控化改造综合评估方法模型是基于专家经验知识而建立的,以分析磨床数控化改造过程为基础。首先,对要改造的磨床的技术可行性进行分析,确保该磨床可以通过运用先进的数控及自动化等技术实现其性能提升; 其次,需要对具有较好技术可行性的磨床数控改造成本进行核算与评定,判定该磨床的改造是否可获利,最终通过精度恢复、功能恢复、性能提升等措施达到新产品的性能水平。如果该磨床数控化改造的技术可行性较差、不能够获利,确定该磨床不做数控化改造处理。下图1 是磨床数控化改造可行性量化评价总体框架流程。
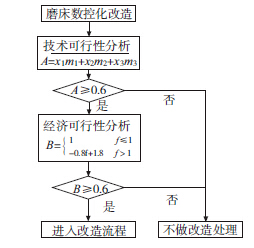
图1 磨床数控化改造可行性量化评价总体框架
1. 1 可行性评估指标及量化
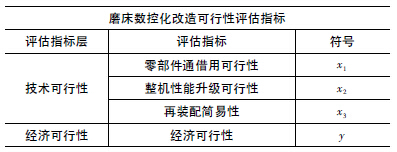
分析磨床数控化改造须从零部件通借用、再加工、性能升级、再装配以及再使用等生命周期过程进行综合考虑。对普通磨床的数控化改造度进行评定,首先需确定数控化改造度评价指标体系。在对磨床数控化改造行业调研分析获取数据及案例进行综合的基础上,可得出可行性评估主要从技术可行性、经济可行性两个方面来考虑。可行性评估指标如表1 所示,可行性评估指标主要由技术可行性、经济可行性两部分组成。
表1 可行性评估指标表
1. 1. 1 技术可行性评估指标及量化
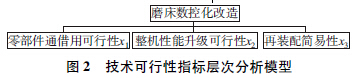
相比于机床制造过程,技术可行性在机床数控化改造方面显得尤为重要,因为技术可行性是获得用户肯定的首要因素[4]。技术可行性应该从改造工艺过程的各个阶段进行考虑,包括零部件通借用可行性、整机性能升级可行性、再装配简易性等。
( 1) 零部件通借用可行性
零部件通借用是数控化改造过程的第一步,是重新进入改造工艺过程的基础与前提。零部件通借用可以为磨床的改造节省大量重新设计的时间,而零部件的通借用一般由专家在重新设计前从磨床的整体结构、连接方式、零部件类型及数量等方面对其进行评定。为了简化以及定量化零部件通借用可行性,可以将零部件分为三种类型: 直接借用型、再加工可用型及不可借用型。为了降低该指标的量化难度,主要由专家评判通零部件借用程度来评定。评判结果x1可分为{ A,B,C} ,分别对应的指标值为{ 0. 95, 0. 65, 0. 40} 。
( 2) 整机性能升级可行性
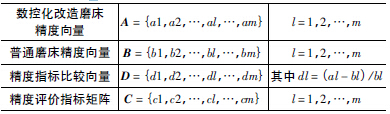
随着客户对磨床加工精度、自动化水平、能效水平等性能要求的越来越高,仅仅将数控系统安装应用在普通磨床上已不能满足客户需求,而需要通过各类高新技术对普通磨床进行功能及性能提升[5]。为了使该指标可量化,主要通过衡量磨床精度提升来评判该性能提升的可行性。表2 是衡量磨床精度的诸项指标向量表。A 表示数控化改造磨床精度指标值构成的向量,B 表示普通磨床对应的出厂标准各精度指标值向量,D 为精度指标比较向量,定义C 为精度评价指标矩阵。
表2 衡量磨床精度的诸项指标向量表
衡量精度等级评语一般分为较好、好、一般、差、很差。精度评价指标表如表3 所示,其中的界限值主要通过工业实践与专家经验来确定。
表3 精度评价指标表
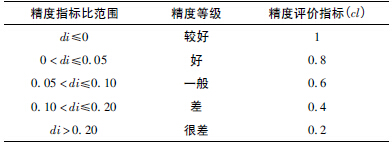
对数控化改造磨床的精度进行综合评价,精度评价指标值为x2,x2 = C* P,其中,“* ”代表矩阵数量乘,P = { p1,p2,…,pl,…,pm} 为各项指标的权重构成的矩阵,p l表示第l 项指标cl的权重系数,其中p1 +p2 +… + pl +… + pm = 1。
( 3) 再装配简易性
将零部件装配一台磨床而同时保证产品质量的关键因素取决于再装配的简易性[6],花费在再装配流程上的时间越短,成本就会越低。由于再装配的工艺过程的不确定性,评定再装配的简易性很难定量分析,只能通过专家评定方法来进行定性描述。将x3的评价结果分为{ A,B,C,D} ,分别对应的指标值为{ 0. 9,0. 75, 0. 60, 0. 45} 。
基于以上对技术可行性中零部件通借用可行性、整机性能升级可行性及再装配简易性三个指标的分析,可得出数控化改造磨床技术可行性的评价值A,A = x1m1 + x2m2 + x3m3。其中m1、m2、m3分别代表x1、x2、x3的权重值,可通过层次分析法来确定。
1. 1. 2 经济可行性指标及量化
对于机床制造企业而言,实施数控化改造的最主要目的是获取可观的经济收益[7]。机床的附加值越高,经济效益就会越显著[8]。机床附加值越大、改造成本越低,经济可行性越好,改造度就会越高[9]。磨床数控化改造也遵循这一规律,同时还具有显著的间接经济效益,可节约客户大量的设备资金投入,交货期缩短一半,而性能超出原有磨床。理论上间接经济效益也同样较难评定,因此本文主要从数控化改造成本方面来判定经济可行性。
实施数控化改造的成本y 主要由数控系统费用和改造过程费用两部分构成,客户计划为数控化改造承担的价格为q。磨床经济可行性评价的指标值B( 见公式1) 可以通过我们可以建立q 与y 之间的一个关系函数y = q·f,其中,当f≤1 时,磨床将获利; 然而当f > 1 时,将很难获取收益。其中,B 的值介于0 ~ 1 之间,式中的界限值主要根据专家实践经验而确定。

1. 2 指标权重的确定
为了确定各个评价指标的评价值,各个指标的相对权重应该首先确定。文中将应用层次分析法确定各个指标的权重。层次分析法是一种将决策相关元素分解多层次,并进行定性和定量分析的决策方法[10],当进行方案选择时,多使用决策分析法[11]。由于用于确定指标权重的唯一信息或知识来源是专家的经验,权重值由这些专家的反映所决定。
通过层次分析法来确定各个指标权重有四个步骤,第一是建立层次分析模型; 第二是建立优先级判断尺度; 第三是建立判断矩阵; 第四是各指标相对权重值的确定。首先,针对技术可行性指标权重确定问题,建立层次分析模型,如图2 所示。
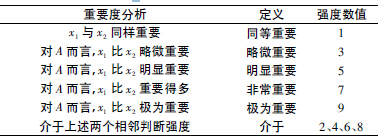
其次,建立优先级判断尺度,如表4 所示。
表4 判断尺度比较表
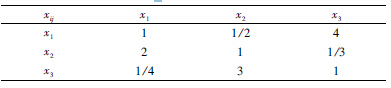
然后根据判断尺度表,由专家对各指标进行两两比较,建立判断矩阵如表5 所示。
表5 判断矩阵表
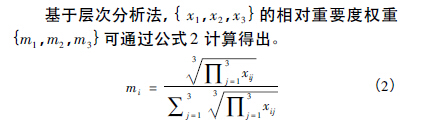
最后,各指标的权重值通过层次分析法确定,结果M = { 0. 260, 0. 376, 0. 360}1. 3 MA1320 /H 数控化改造举例在某机床生产企业一台MA1320 /H 采用传统的继电器进行逻辑控制,控制技术落后,但是机械精度高,公司决定对其进行数控化改造。再改造前必须认真合理的评价其数控化改造度。下面是对该机床数控化改造的详细分析过程。
1. 3. 1 技术可行性分析
首先对MA1320/H 普通外圆磨床的技术可行性进行分析,以确保其可通过各种先进技术进行性能提升。基于上节中提出的评价指标量化方法对技术可行性各个指标进行量化,可得到技术可行性评价结果,如表6 所示。
表6 MA1320 /H 技术可行性指标评价

MA1320 /H 普通外圆磨床数控化改造的技术可行性可通过式A = x1m1 + x2m2 + x3m3,计算得出,A =0. 84 × 0. 260 + 0. 96 × 0. 376 + 0. 90 × 0. 360 = 0. 903,满足A≥0. 6,根据评价结果,该磨床数控化改造的技术可行性较好,可进入下一步。
1. 3. 2 经济可行性分析
对其实施改造具有较好技术可行性的MA1320 /H进行经济可行性评价后,计算改造成本以确保磨床有利润。MA1320 /H 普通外圆磨床数控化改造的改造成本15 万,随后,我们假设20 万作为客户的价格对改造磨床的成本分析可知,f = 15 /20 = 0. 75( f≤1) 经济可行性评价值B =1。这表示改造后的磨床具有较好的经济可行性,制造企业可获取较大的利润,经济效益显著。
1. 3. 3 结论
MA1320 /H 普通外圆磨床具有较好的数控化改造度,改造后的MA1320 /H 保留了机械本体,数控系统采用国产开通数控的KT630 系统,由于其控制系统功能强,能根据加工要求,实现手自动磨削、砂轮可手自动成型修整并自动补偿等功能。使用国产开通数控,同样能够满足精度的要求,较一些进口的数控系统降低了采购成本,经济可行性高。通过对MA1320 /H 数控化改造,增强了其可靠性,提高了该磨床的自动化程度。设计装配及试加工跟踪数据表明改造后的磨床节约成本30%以上,且机床性能及稳定性超过原有旧机床。
2 、结束语
本文以经济性、技术性的磨床数控化改造方案综合评价指标体系为基础,提出一种磨床数控化改造可行性量化方法,将这种可行性量化方法应用在普通外圆磨床MA1320/H 的数控化改造过程中,收到良好的应用效果。对于磨床数控化改造产业,将这种量化方法应用于实际生产过程中,是该产业快速发展的迫切需求,可为我国磨床改造产业的规模化发展提供理论技术支撑。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

