
1前言
随着国内外汽车产品市场竞争的日益白热化,汽车主机厂对模具产品质量、模具制造成本及模具制造周期都提出了更高的需求。而目前在汽车冲压模具制造过程中都普遍存在着模具铸件的铸造水平低、数控加工自动化程度低、模具钳工手工研修量大、模具调试占用压床周期长、模具整体制造精度低、冲压产品零件合格率低和对手工调整经验结果缺乏积累分析环节等难点问题。
这些问题的普遍存在造成国内汽车模具企业的整体制造水平与日本丰田、德国大众等国际一流模具制造企业仍有相当大的差距。针对以上重点问题,通过快速的大量数据采集分析手段,对汽车冲压模具的整个生产制造过程进行数据化质量分析控制,从而有针对性地进行模具各阶段过程产品的整改与修正,并形成具有汽车冲压模具制造特点的质量管理控制体系及模具调整经验积累机制,从而具备模具设计、制造、调试、数据分析并优化设计的闭环控制能力。
2数据采集技术
2.1泡沫实型的点数据采集及分析
以往泡沫实型的加工余量检测主要是使用三坐标划线机,编程人员事先以数据表的形式提供加工型面的理论数值,检测人员对泡沫实型的对应位置进行检测。该检测方式只能对照数据表去判定余量的大小,无法从泡沫实型整体出发做全面的加工余量分析;受设备检测范围的限制,对大型工件的检测不方便,检测后的结果无法存档。如果铸件毛坯加工型面变形、余量不均、无加工余量或加工余量不足等质量问题出现时,很难判断是由于泡沫实型的缺陷还是铸造过程存在问题造成的。
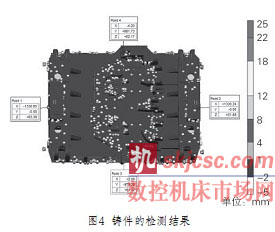
通过扩展照相测量系统的应用范围,应用单反数码相机快速采集模具铸件泡沫实型的离散点3D坐标,如图1。将照相采集数据与理论实体数模进行比较分析,计算得到泡沫实型的加工余量分布状态。该检测方式能够将余量结果进行数据化分层,将余量偏差结果用不同颜色区分。图2为检测结果数据分析偏差云图,可以直观地检查、判定工件余量分布是否合理。
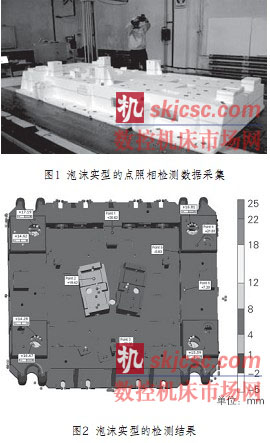
点照相检测方式与三坐标划线机检测方式相比有如下优点:a.省去了由编程人员提供检测数据点出图的环节;b.避免了检测的人为失误;c.可以综合评定铸件的整体余量分布状况,如出现检测余量不均可以通过平移坐标系的方式进行调整,这样减少了手工修改的时间;d.检测结果可以保留为三维数据,便于日后查验;e.可以一次检测多个工件,检测效率提高30%以上;f.点照相检测所得数据与铸造后的铸造毛坯检测数据进行对比分析,可以优化加工余量及铸造缩比的设置参数。该项目的实施优化了泡沫实型的制作工艺,实现了实型制作、实型检测、铸件检测,铸件加工基准的统一。
2.2铸件毛坯的点数据采集及分析
以往铸件加工前通常采用对刀程序在机床上进行试切的方法,无对刀基准及表面余量检测环节,结果是占用数控设备准备时间过长,机床有效利用率低,并且安全性差,加工时可能会发生撞刀事故,导致刀具损坏、工件报废、加工设备精度下降等现象,因此一直没能实现无人化的程序自动加工。
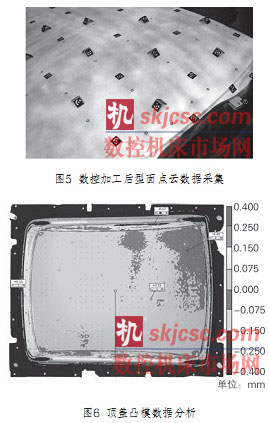
点照相测量技术能够将铸件所有的加工型面以离散3D点的形式全部采集出来,如图3。其比较原则为:先以导向部分余量均匀为主,再看其他结构面的余量,确定坐标系的平移量;当铸件的变形量较大时,则要通过均分导板余量的方法,建立坐标系。图4为铸件的检测结果数据,从检测结果发现部分精加工面没有加工余量,分析原因是由于铸件变形所致。处理方法为一侧连接板面拉直,以另一侧连接板的加工余量取中,再偏移坐标系,使所有加工面余量较均匀后,用两侧相对余量较均匀的面作为建系标准。

点照相技术在铸件检测上的应用具有以下优点:
a.离散3D点偏差量能够反映出铸件的余量状态,取消了数控机床试刀的过程,解决了铸件毛坯在上数控机床前对其加工余量的比较分析,避免了由于工件干涉面、铸造形成凸台等问题导致撞刀事故的发生。
b.通过对数据点的坐标平移,在满足数控加工最小余量的同时使型面余量更均匀,使数控编程人员合理地编制出数控加工程序,实现二维结构面无人化程序自动加工,提高了数控机床有效的操作时间,降低了成本的消耗。
c.通过大量的铸件毛坯数据采集和整理,在保证铸件余量稳定的情况下,可降低铸件毛坯的余量值,节约模具成本。
2.3模具型面的点云数据采集及分析
目前汽车覆盖件冲压模具的质量控制主要依靠大型三坐标测量机,通过采集离散点的方式确认模具表面与理论数据的偏差状态,所测量数据具有较大的片面性。如很难体现数控加工经常出现的断差问题及凹角加工是否到位等问题。
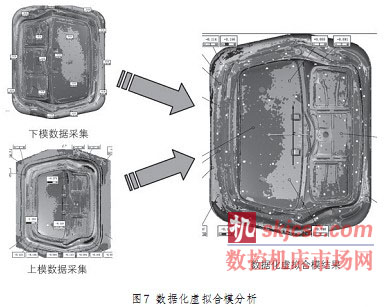
应用光学扫描设备进行检测,对数控加工后的模具型面及功能面进行全方位的点云数据采集,能够从整体上对模具的制造精度进行分析,如图5。该技术利用点云的形式提取模具加工型面的所有数据,与三维加工数模对比,提供彩色云图数据解析报告,图6为顶盖凸模数控加工后与加工数模对比分析云图。数据结果能够直观地显示模具的整体偏差趋势,解决了型面出现断差检测难的问题,并为调试钳工提供了更为有效的修正依据。这种检测对于单品模具的表面质量和制造精度有了明显的提高。
2.4数据化虚拟合模技术
虚拟合模技术是汽车覆盖件模具调试工艺方法和模具检测技术的创新。该技术实际上是装配模具在上压机之前,通过扫描数据在计算机中分析模具的综合加工精度及合模间隙,将模具传统的单件精度检测提升为工作状态下的组合装配检测。其特点是消除了以往利用上压机调试,通过观察着色来判定模具的合模效果而产生占用压机时间长的弊端。
(1) 模具调试前的虚拟合模分析
虚拟合模分析是利用白光扫描设备分别对模具的上下模型面、导向面、平衡块面进行全面的扫描检测,提取表面数据,以理论CAD模型为基准进行对齐,考虑料厚补偿后,将上、下模具的扫描数据按照一定的基准规则进行虚拟合模,从而得到模具在入调前的综合合模间隙分布,如图7。
上述数据所提供的模具研修方案,将模具以往所存在的凹角加工不到位、模具导向是否匹配、型面加工是否合格等问题通过数据体现出来,调试工人不需要采用模具上压机查看制件着色和压铅丝等办法分析模具合模间隙状况,而通过合模间隙报告就可以进行模具研调,提高压力机资源的有效使用率30%以上,降低了调试工作的难度。
对于对称零件可先重点调试单侧零件模具,待该侧模具稳定成形后,其手工修磨的结果可以首先通过虚拟合模技术进行数据采集及合模分析,记录模具的修磨过程,以此为基础指导另一侧模具的调试工作。对于手工调整大的区域还可直接采用对称扫描点云数据进行编程数控加工。另外,前工序如拉延型面通过手工打磨处理后,后工序的型面也可按照此方案进行编程加工,在保证了数据基准的一致性的同时又大大降低了钳工的手工研修量,从整体上缩短模具制造周期。
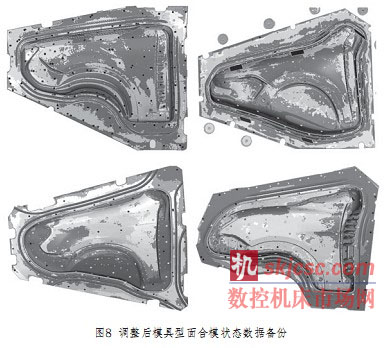
(2)模具调试合格后的虚拟合模状态数据积累
将经过调试钳工调整后的同类覆盖件的经验结果进行电子数据备份,逐步形成调整后模具型面经验数据库,图8为部分翼子板类零件模具的合模状态数据备份。将此经验数据逐步融入到前期的冲压工艺造型和加工数模补充面不等间隙设计中,进一步提高设计数据的可靠性,逐步减少钳工研修工作量。
(3)应用虚拟合模技术进行模具修理与复制
通常情况下,在模具的调试过程中都要经过钳工的手工打磨,修整后的型面一般都与理论的设计数据有一定的偏差,对于模具的复制或修理如果采用原CAD数据进行加工,调整工作量比较大,相当于重新进行一遍模具调试。通过虚拟合模技术可以快速分析模具工作表面与理论数据的偏差状态,同时得到模具工作时的相对间隙状态,这对于形成切实可靠的模具修理或复制方案尤为重要。
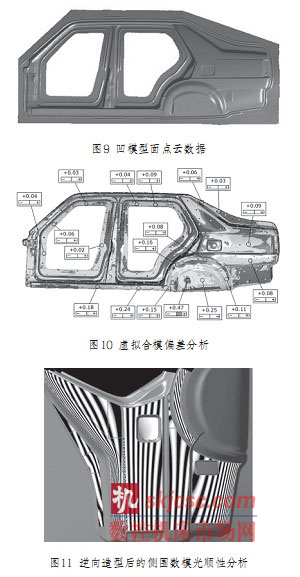
在模具扫描前,首先要对被扫工件表面进行光顺修补处理,将工件表面的暗坑和破损位置用树脂进行光顺处理,修正原模具的明显缺陷,通过光学扫描设备对复制工件进行数据采集。数据采集后进行模具状态分析,针对不同的分析状态制定不同的工艺路线。对于内板零件模具,一般采用点云光顺后直接作为加工数据;对于外板零件模具,采用点云直接加工或通过逆向构建加工数据的方式。
图9为捷达侧围拉延模具复制前采集的凹模型面点云数据。该工件型面虽然经过光顺处理,但由于型面较大,根据虚拟合模偏差分析(图10),在某些部位仍然存在偏差,这需要在逆向再造时将暗坑等缺陷位置进行人为造型修正。经光顺分析检查得知,再造的侧围数模型面光顺性好,完全满足客户要求,如图11。
3结论
(1)采用点照相技术检测泡沫实型,并从模型的整体结构出发,全面衡量实型的余量分布状态,降低泡沫实型报废率90%以上,提高了泡沫实型的准确性。
(2)采用点照相技术检测铸件毛坯,能够及时发现铸件问题,有效地指导数控编程方式,降低数控自动加工过程中发生干涉碰撞、损坏刀具的现象,同时可以精确确定数控加工基准,减少占用数控设备找正时间,从而提高数控加工效率及加工安全性。
(3)采用数据化虚拟合模技术对拉延模具进行入调前的检测分析,将单件检测提升到装配检测,是模具制造技术及质量监控的一次升级,有效地指导了调试工作。将经过调试钳工调整后的覆盖件按类归纳,形成模具型面调试经验数据库,可总结调试经验、指导前期冲压工艺设计,提高设计数据的可靠性。
(4)以数据化虚拟合模技术为基础,利用点云数据编辑优化并直接编程加工的方法,对于模具复制、修理、对称制造的周期平均缩短1个月以上,经济效益显著。
(5)在汽车冲压模具制造生产过程中,全面采用光学检测技术和虚拟合模技术,并形成从冲压工艺分析、数控加工、模具调试、数据备份及CAE分析验证的闭环质量控制体系,可逐步缩短与国际一流模具企业的差距,提升产品竞争力。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








