
1. 故障现象
我校在与某电梯企业合作中加工生产了一种电梯上使用的梯级轴,零件图如图1所示。使用的设备是沈阳第一机床厂生产的CAK4085ni经济型数控车床,装夹方式采用一夹一顶,中间用中心架支撑,如图2所示。
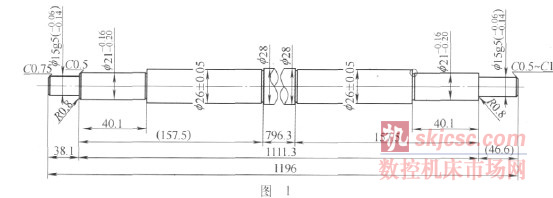
在零件先粗后精加工后, 26mm的外圆出现尺寸超差。经测量发现, 26mm外圆的首尾有0.2mm左右的倒锥( 右大左小) , 且 26mm右端尺寸与右图 2图 1程序,进行程序加工重放,发现该行程序没有任何作用,因此可以删除。在整个加工过程中,类似第8462行的错误还有一处,这样的错误一般单靠检查是难以发现的,但使用VERICUT软件进行仿真加工就很容易发现问题。同理,修改所有的检查出来的错误。
另外,在报告中还有一处警告:
****************TOOLPATH WARNING REPORT
****************
Warning for line 3
N1 G49 G64 G17 G80 G0 G90 G40 G99
G64 is not supported
警告分析:系统提示在程序的第3行“N1 G49G64 G17 G80 G0 G90 G40 G99”中一处警告,具体内容为:系统不能识别代码G64。这样的错误可能是在作后处理时没有屏蔽掉某些无效的G代码导致的,可以删除该代码。
此时,再次进行仿真加工,系统提示没有错误警告,加工结果如图5c所示。
侧∮21mm外圆的尺寸没有明显变化。这种现象不是在加工每个零件时都会出现,有时会连续出现,有时会偶尔出现一次。因为这种故障存在偶然性,所以在诊断时存在不确定因素。
2. 机床使用现状
机床刚刚使用一年左右,内部润滑及日常保养正常,有过几次撞刀现象但并不严重,机床的加工精度还能保证。在出现此次故障前,每日生产的产品都能满足该零件的尺寸要求。
3. 排故方法
先从与影响尺寸变化最直接的部分入手,再依次联系机床其他与故障相关的各个环节。本案可以分别按外因和内因的方法来解决。外因可查床脚,内因可按“顶尖、轴套和中心架—刀架系统—中滑板联接系统—床鞍联接系统”的顺序来排查故障。
4. 故障分析与排除
(1)床脚如果床脚中的某只脚发生松动,加工中产生振动床身可能会因为床脚不稳发生倾斜,从面会导致加工的零件出现本案中的现象。排故时可检查床脚有无松动,如有松动需将床脚垫实,必要时需重调机床水平。本案中床脚没有发生松动,可排除床脚对本次故障的影响。
(2)顶尖、轴套和中心架按照之前长期积累的加工经验,在靠近顶尖部分的尺寸发生变动可能会与顶尖有关,如顶尖跳动过大或堵转都会引起接近顶尖处的尺寸变化。在靠近中心架部分的尺寸发生变动可能会与中心架或轴套部分有关,如中心架的中心高不对、轴套上的轴承损坏都会引起接近中心架处的尺寸变化。此故障的现象出现在接近中心架部分,首先检查中心架固定情况,再将轴套与轴承重新更换并从调中心架高度进行试切,加工后仍然会出现上述症状,因此可以排除顶尖与中心架及轴套对尺寸的影响。
(3)刀架系统刀架对本案的影响可能是刀架没有锁紧,刀架与中滑板联接部松开或刀架自身的反锁没有锁紧。
先检查刀架下的四个螺钉是否拧紧:将磁力表座吸于中滑板上,并将百分表对准刀架底部,用力来回推动刀架观察百分表是否跳动,如有跳动需用内六角扳手将联接螺钉拧紧。
再检查刀架自身的锁紧情况:当刀架换刀锁紧后,将磁力表座吸于刀架底部不能转动部分,百分表对准刀架上部可转动部分,用加力杆按刀架旋转的方向用力扳刀架上部可转动部分,观察百分表是否会跳动,如有跳动说明刀架在换刀时不能锁紧,需对刀架进行清洗或更换刀架内部磨损的配件。在本案中检查刀架系统都没有产生松动,因此不用试切即可排除刀架与本案无关。
(4)中滑板联接系统中滑板的联接系统主
要包括丝杠螺母、联轴器、圆螺母、塞铁及支撑轴承等。中滑板联接系统中的某个环节产生松动都有可能产生本案中的现象,可以逐个检查丝杠螺母、联轴器及圆螺母联接处的锁紧螺钉是否有松动。机床经过一年的使用,塞铁必然会产生磨损,应对塞铁作适当调整,松紧适当。支撑轴承如损坏,对尺寸的影响是不可控的,本案中尺寸的变化成倒锥变化,有一定的规律性,加上该机床没有受到过严重的撞击,日常的加工负荷也并不是很重,因此可以暂时将轴承的损坏排除在外。本案中经过对中滑板联接系统的调整后对零件进了试切,加工几件后症状如前。
(5)床鞍联接系统床鞍联接系统与中滑板联接系统有几分相似之处,可按上述方法逐一进行检查,但床鞍下与机床导轨的压板是中滑板上没有的。本案中,检查压板时发现压板与导轨底边之间存在一定的间隙,尤其是左侧接近刀具切削部位的那块压板间隙最大,约有0.3mm左右。对前后几块压板重新打磨并安装,间隙控制在0.03~0.05mm。经过试切后症状没有再出现,可见本案的故障就是因为床鞍下的压板与导轨之间的间隙过大产生的。
5. 结语
本案的故障排除后本人与同事及企业工程师进行了探讨,他们说没有遇到过类似的现象,尤其是在与企业工程师探讨时,他们说他们的机床用了五六年了从来没有遇到过这种现象,这让我感到很奇怪。按理说他们的机床上的压板不可能没有磨损,怎么会没有发生过这样的现象呢?后来通过对比,让我恍然大悟,他们厂所用的设备都是50的机床,所配的刀架也都是方25mm×25mm的大刀架,床鞍的自重较大;我们学校的机床是40mm的小机床(虽说名称上是40mm,实际上只有36mm的床身),所配的刀架也只是方20mm×20mm的小刀架,床鞍自重较小。
当机床在粗车时,刀具受到切削力的影响会使床鞍下压,当粗车结束后,因为机床本身较轻,床鞍受到机床导轨的反作用力可能会向上反弹,如果在精车前反弹间隙能被消除,机床则加工正常,当不能消除时就可能会出现本案中的现象,所以加工出的零件时好时坏。如果床鞍上的零部件自重较大,反弹力不能将床鞍抬起就不会出现这样的故障。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








