
电火花线切割加工是依靠火花放电产生热来去除金属的一种切削加工方法。线切割加工的主要工艺指标的有切割速度、加工精度、表面粗糙度等。下面主要针对非电参数中电极丝及其材料对加工工艺的影响进行分析。
1 电极丝的选择
目前数控电火花线切割机床加工使用的电极丝材料有钼丝、钨丝、钨钼合金丝、黄铜丝、铜钨丝等。
采用钨丝加工时,能够获得较高的加工速度,但放电后电极丝易变脆,导致断丝现象,故应用较少,只在慢走丝弱规准加工中尚有使用。钼丝比钨丝熔点低,抗拉强度低,但韧性好,在频繁的急热急冷变化过程中,丝质不易变脆、不易断丝。钨钼丝(钨、钼各占50%的合金) 加工效果比前两种都好,它具有钨、钼两者的特性,使用寿命和加工速度都比钼丝高。铜钨丝有较好的加工效果,但抗拉强度差些,价格比较昂贵,来源较少,故应用较少。采用黄铜丝做电极丝时,加工速度较高,加工稳定性好,但抗拉强度,损耗大。
目前,快走丝线切割加工中广泛使用钼丝作为电极丝,慢走丝线切割加工中广泛使用直径为φ0. 切割加工中广泛使用直径为φ0.1mm 以上的黄铜丝作为电极丝。
2 电极丝的直径
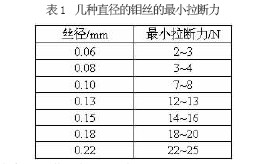
电极丝的直径是根据加工要求和工艺条件选取的。在加工要求允许的情况下,可选用直径大些的电极丝。直径大,抗拉强度大,承受电流大,可采用较强的电规准进行加工,能够提高运输的脉冲能量,提高加工速度。同时,电极丝粗,切缝宽,放点产物排除条件好,加工过程稳定,能提高脉冲利用率和加工速度。若电极丝过粗,则难加工出内尖角工件,降低了加工精度,同时切缝过宽使材料的蚀除量变大,加工速度也有所降低;若电极丝直径过小,则抗拉强度低,易断丝,而且切缝较窄,放点产物排除条件差,加工经常出现不稳定现象,导致加工速度降低。细电极丝的优点是可以得到较小半径的内尖角,加工精度能相应提高。表1 是常见的几种直径的钼丝的最小拉断力。快走丝一般采用φ0.10~φ0.25mm 的钼丝。1mm 以上的黄铜丝作为电极丝。
3 走丝速度对工艺指标的影响
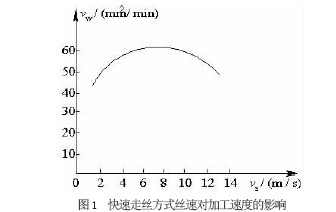
对于快走丝线切割机床,在一定的范围内,随着走丝速度(简称丝速) 的提高,有利于脉冲结束是放电通道迅速消电离。同时,高速运动的电极丝能把工作液带入厚度较大工件的放电间隙中,有利于排屑和放电加工稳定进行。故在一定加工条件下,随着丝速的增大,加工速度提高。图1 为快走丝线切割机床走丝速度与切割速度关系的实验曲线。实验证明:当走丝速度有1.4m/s 上升到7~9m/s 时,走丝速度对切割速度的影响非常明显。若再继续增大走丝速度,切割速度不仅不增大,反而开始下降,这是因为丝速再增大,排屑条件虽然仍在改善,蚀除作用基本不变,但是储丝筒一次排丝的运转时间减少,使其在一定时间内的正反向换向次数增多,非加工时间增多,从而使加工速度降低。
对应最大加工速度的最佳走丝速度与工艺条件、加工对象有关,特别是与工件材料的厚度有很大关系。当其他工艺条件相同时,工件材料厚一些,对应于最大加工速度的走丝速度就高些,即图1 中的曲线将随工件厚度增加而向右移。
在国产的快走丝机床中,有相当一部分机床的走丝速度可调节,走丝速有3m/s、6m/s、9m/s、12m/s,可根据不同的加工工件厚度选用最佳的加工速度(如表2 所示);还有另外一些机床只有一种走丝速度,快走丝机床的走丝速度为8.7m/s。

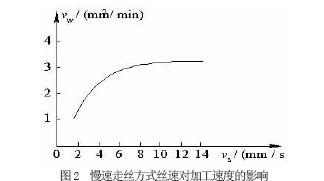
对慢走丝线切割机床来说,同样也是走丝速度越快,加工速度越快。因为慢走丝机床的电极丝的线速度范围约为每秒零点几毫米到几百毫米。这种走私方式是比较平稳均匀的,电极丝抖动小,故加工出的零件表面粗糙度好、加工精度高;但丝速慢导致放电产物不能及时被带出放电间隙,易造成短路及不稳定放电现象。提高电极丝走丝速度,工作液容易被带入放电间隙,放电产物也容易排出间隙之外,故改善了间隙状态,进而可提高加工速度。但在一定的工艺条件下,当丝速达到某一值后,加工速度就趋向稳定(如图2 所示)。
慢走丝线切割机床的最佳走丝速度与加工对象、电极丝材料、直径等有关。现在慢走丝机床的操作说明书中都会推荐相应的走丝速度值。
4 电极丝往复运动对工艺指标的影响
快走丝线切割加工时,加工工件表面往往会出现黑白交错相间的条纹。电极丝进口处呈黑色,出口呈白色。条纹的出现与电极丝的运动有关,这是排屑和冷却条件不同造成的。电极丝从上向下运动时,工作液由电极丝从上部带入工件内,放电产物由电极丝从下部带出。这时,上部工作液充分,冷却条件好,下部工作液少,冷却条件差,但排屑条件比上部好。工作液在放电间隙里受高温热裂分解,形成高压气体,急剧向外扩散,对上部蚀除物的排除造成困难。这时,放电产生的炭黑等物质将凝聚附着在上部加工表面上,使之呈黑色;在下部,排屑条件好,工作液少,放电产物中炭黑较少,而且放电常常是在气体中发生的,因此加工表面呈白色。同理,当电极丝从下向上运动时,下部呈黑色,上部呈白色。这样,经过电火花线切割加工的表面,就形成黑白交错相间的条纹。这是往复走丝工艺的特性之一。
由于加工表面两端出现黑白交错相间的条纹,使工件加工表面两端的粗糙度比中部稍有下降。当电极丝较短、储丝筒换向周期较短或者切割较厚工件时,如果进给速度和脉冲间隔调整不当,尽管加工结果看上去似乎没有条纹,实际上条纹很密而互相重叠。
电极丝往复运动还会造成斜度。电极丝上下运动时,电极丝进口处与出口处的切缝宽窄不同。例如,宽口是电极丝的入口处,窄口是电极丝的出口处。故当电极丝往复运动时,在同一切割表面中电极丝进口与出口的高低不同。这对加工精度和表面粗糙度是有影响的。
对慢走丝线切割加工,上述不利于加工表面粗糙度的因素可以克服。一般慢速走丝线切割加工无须换向,加之便于维持放电间隙中的工作液和蚀除产物的大致均匀,所以可以避免黑白相间的条纹。同时,由于慢走丝系统电极丝运动速度低、走丝运动稳定,因此不易产生较大的机械振动,从而避免了加工面的波纹。
5 电极丝张力对工艺指标的影响
在起始阶段电极丝的张力越大,则切割速度越快,这是由于张力大时,电极丝的振幅变小,切缝宽度变窄,进给速度加快。若电极丝的张力过小,一方面电极丝抖动厉害,会频繁造成短路,以致加工不稳定,加工精度不高;另一方面,电极丝过松使电极丝在加工过程中受放电压力作用而产生的弯曲变形严重,结果电极丝切割轨迹落后并偏移工件轮廓,即出现加工滞后现象,从而造成形状和尺寸误差,如切割较厚的圆柱时会出现腰鼓形状,严重时电极丝在快速运转过程中会跳出导轮槽,从而造成断丝等故障;但如果过分将张力增大,切割速度不仅不继续上升,反而容易断丝。电极丝断丝的机械原因主要是由于电极丝本身受抗拉强度的限制。因此,在多次线切割加工中,往往粗加工时电极丝的张力稍微调小,以保证不断丝,在精加工时稍微调大,以减小电极丝抖动的幅度来提高加工精度。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








