
模架由上、下模板、导柱、导套组成。其中,上、下模板为平面和孔系加工,保证平面度和平行度误差,以及安装导柱、导套的孔与模板平面的垂直度误差,使模架在工作时,上模座沿导柱上、下运动平稳,无阻滞现象,保证模具能正常工作。为了保证模架的工作性能,组成模架的零件必须经过磨削加工。如果在磨削过程中采用不正确的磨削工艺,则会造成工件表面烧伤、磨削裂纹、磨削痕及产生磨削应力,致使后续工序及模具在服役期间的机械疲劳、冷热疲劳产生裂纹,严重影响模具的使用寿命。以下针对磨削模架出现的问题提出一些解决方法。
1 磨削加工的解决方法
磨削加工是指用砂轮或磨料在机床上,对工件表面进行切削,使之形状尺寸达到相应技术要求的过程。磨削的机械零件有很高的尺寸精度和很细的表面粗糙度。随着机械制造的精度提高,一个国家的磨削加工工艺水平往往反映了国家机械制造水平。磨削加工与其他切削加工相比,有以下特点:
(1)能加工硬度很高的材料,如淬硬钢、硬质合金、玻璃、陶瓷等;
(2)能获得很高的加工精度和很小的表面粗糙度。
组成砂轮的砂粒几何形状不规则,多数砂粒呈负前角,且磨削速度高,工件材料硬,因此在磨削过程中产生大量的切削热,使磨削温度升高。故磨削需要进行充分的冷却润滑,以提高加工表面的质量和生产效率。
磨削加工一般是粗加工或半精加工后的最后一道工序,故磨削加工往往在很大程度上影响着机械产品的质量。为了达到模具的尺寸精度和表面粗糙度等要求,有许多模具零件必须经过外圆磨削加工。
外圆磨床主要用于各种零件的外圆加工,如圆形凸模、导柱、导套和顶杆等零件的外圆磨削。其加工方式是以高速旋转的砂轮和低速旋转的工件进行磨削,工件相对于砂轮作纵向往复运动。外圆磨削的尺寸精度可达IT5—IT6,表面粗糙度值Ra 为0.2 ~0.8 μm,若采用高光洁磨削工艺,表面粗糙度。值可达0.025 μm。磨削加工—般既可以用于零件的粗加工又可以用于零件的精加工,是外圆表面精加工的主要加工方法,特别适用于淬硬性材料的粗、精加工。
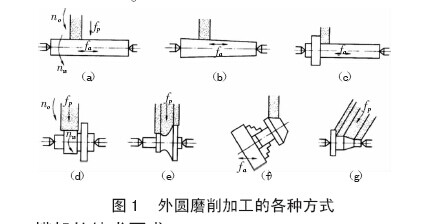
外圆磨削用砂轮的外圆周面来磨削工件的外回转表面,如图1 所示。其不仅能加工圆柱面,还能加工圆锥面、端面(台阶部分)、球面和特殊形状的外表面等。这种磨削方式按照不同的进给方向又可分为纵磨法和横磨法两种形式。同时随工作台沿工件轴向作纵向进给运动。每单次行程或每往复行程终了时,砂轮作周期性的横向进给,从而逐渐磨去工件径向的全部磨削余量。采用纵磨法时,每次的横向进给量小,磨削力小,散热条件好,并且能以光磨的次数来提高工件的磨削精度和表面质量,因而加工品质高,是目前生产中使用最广泛的一种磨削方法。
当采用横磨法磨削外圆时,砂轮宽度比工件的磨削宽度大,工件不需要作纵向进给运动,砂轮以缓慢的速度连续或断续地沿工件径向作横向进给运动,直至达到工件尺寸要求为止。横磨法因砂轮宽度大,一次行程就可完成磨削加工过程,所以加工效率高,同时它也适用于成形磨削。然而,在磨削过程中砂轮与工件接触面积大。磨削力大,必须使用功率大、刚性好的磨床。此外,磨削热集中、磨削温度高,势必影响工件的表面质量,必须给予充分的切削液来降低磨削温度。
1.1 模架的技术要求
模架是用来安装或支承成形零件和其他结构零件的基础,同时还要保证动、定模上有关零件的准确对合(如凸模和凹模),并避免模具零件间的干涉。因此,模架组合后其安装基准面应保持平行,其平行度公差等级如表1 所示。导柱、导套和复位杆等零件装配后要运动灵活、无阻滞现象。模具主要分型面闭合时的贴合间隙值应符合下列要求:I 级精度模架为0.02 mm,Ⅱ级精度模架为0.03 mm,Ⅲ级精度模架为0.0 4 mm。
1.2 模架零件的加工
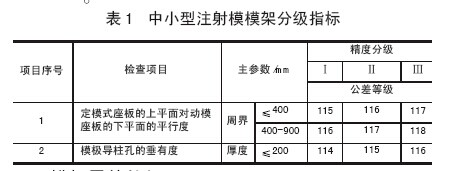
若从零件结构和制造工艺考虑,图2 所示模架的基本组成零件有三种类型:导柱、导套及各种模板(平板状零件)。导柱、导套的加工主要是内、外圆柱面加工,适用于不同精度要求的内、外圆柱面的各种工艺方法、工艺方案及基准选择等在冲模模架的加工中已经讲到,这里不再重述。支承零件(各种模板、支承板)都是平板状零件,在制造过程中主要进行平面加工,在平面加工中要特别注意防止变形,保证装配时有关结合平面的平面度和平行度要求。
在粗加工后,若模板有弯曲变形,则在磨削加工时电磁吸盘会把这种变形矫正过来,而在磨削后,加工表面的形状误差并不会得到矫正。为此,应在电磁吸盘未接通电流时,将适当厚度的垫片垫人模板与电磁吸盘间的间隙中,再进行磨削。上、下两面用同样的方法交替进行,可获得0.02 mm(300 mm2 尺寸内)以下的平面度公差值。若需要精度更高的平面,应采用刮研的方法加工。
为了保证动、定模板上导柱、导套安装孔的位置精度,根据实际加工条件,可采用坐标镗床、双轴坐标镗床或数控坐标镗床进行加工。若无上述设备且精度要求较低,也可在卧式镗床或铣床上,将动、定模板重叠在一起,一次装夹,同时镗出相应的导柱和导套的安装孔。在对模板进行镗孔加工时,应在模板平面精加工后以模板的大平面及两相邻侧面作定位基准,将模板放置在机床工作台的等高垫铁上且各等高垫铁的高度应严格保持一致,对于精密模板,等高垫铁的高度差应小于3 μm。工作台和等高垫铁应用干净的布擦拭,彻底清除切屑和粉末。模板的定位面应用细油石打磨,以去掉模板在搬运过程中产生的划痕。在模板大致达到平行后,将其轻轻夹住,然后以长度方向的前侧面为基准,用百分表找正后将其压紧,最后将工作台再移动一次,进行检验并加以确认。模板用螺栓加垫圈紧固,压板的着力点不应偏离等高垫铁中心,以免模板产生变形,如图2 所示。
2 导套内孔直线度的保证
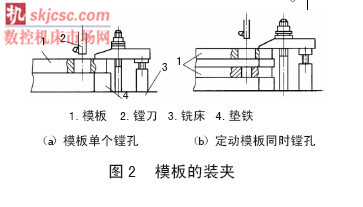
导套内孔为通孔(如图3 所示),用纵磨法磨削通孔时,为了保证导套孔的直线度,就要调整好砂轮超越孔口的长度(砂轮要露出工件表面的长度)。砂轮超越长度如果太小,则孔的两端孔口磨削时间太短,磨去的金属层比孔的中间部分要少,孔的母线易产生中凹现象;如果中凹太长,砂轮宽度大部分超越孔口,由于此时磨削力明显减小,接长轴的弹性变形得到恢复,在两端孔口磨去的金属层就增加,特别是直径较小的孔尤为显著,工件母线产生“喇叭口”。因此,砂轮超越孔口的长度一般取砂轮宽度的三分之一到二分之一。
3. 提高导套内孔磨削效率的方法
导套磨量过大,且经过热处理后产生较大的变形,导致磨削时间过长,影响加工效率。可采取以下措施提高磨削效率:
(1)改变以往用百分表校正外圆的做法,用卡盘预夹导套后,用百分表校正导套内孔,这样可使磨削量减少一些。
(2)为了减少磨削时间,导套内孔完全磨光、调好锥度误差在合格范围内即可,后面再用导柱来配磨内孔。因为导套孔径较小,用眼睛观察无法知道是否磨光,可以把机床停下后退出砂轮,用手摸,通过感觉来确定其是否磨光。
(3)调整工作台锥度误差时,不用把整个孔壁全部磨光,只要直径方向有2/3 磨光(保证测量时内径量表的测量头接触到的是已经磨光的表面) 且占长度方向1/3 左右即可测量。
(4)调整工作台时可以按导套全长的调整倍数约为5 倍来调整,即导套全长上的误差为0.01 mm时,工作台调整量为0.05 mm。
4 磨削导套外圆应注意的问题
磨导套外圆面时,事先测量好模板上所配孔的大小和导套外径的尺寸,了解其加工余量,按导套外径的大小来配合好哪一个导套配哪一个模板孔,先配磨孔大的再配磨孔小的,这样就可避免导套留磨量不够而配不上模板较大的孔。然后,再按导套孔的大小排序,孔径最小的一个导套事先按孔径配磨好一根心轴,心轴长度比导套稍长即可,两头有0.02 ~0.04 mm 的锥度误差,大头的尺寸要比导套的大头稍大一些,让心轴刚好能套紧导套内孔,再磨导套外圆表面至能和模板上的孔配好,该配合为过盈配合,过盈量取0.02 ~ 0.04 mm。接着再把心轴磨至和次小的导套内孔配紧来磨导套外圆面,依次类推。这样用一根心轴即可磨完所有导套的外圆面。
5 导柱配合精度的保证
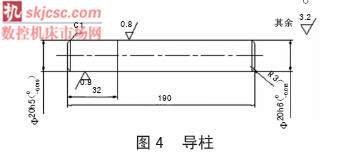
在磨削导柱时(如图4 所示),先测量好每一根导柱的外径,了解其加工余量,按导套孔的大小来配合好哪一根导柱配哪一个导套,先配磨孔大的再配磨孔小的,这样就可避免导柱留磨量不够而配不上导套较大的孔。导柱磨到直径方向有2/3 磨光(保证测量时外径千分尺的测量头接触到的是已经磨光的表面)且占长度方向1/3 左右即可测量,工作台的调整倍数约为3 倍,即导柱全长误差0.01 mm,工作台调整量为0.03 mm。磨到外径比孔径大0.01 ~ 0.02 mm时就拿出来配,该配合为间隙配合,但配合不能太松,以免影响配合精度。配合时注意用导套较大的一头先套到导柱上,如果配不上把导柱重新装上工作台再每次磨0.01 mm,直到刚好能配上为止。
6 结束语
综上所述,这些方法是行之有效的。缩短了模架的导柱、导套磨削时间,降低了劳动强度,提高了加工质量。避免了因配合精度达不到要求而造成材料的浪费,为企业节约了时间与金钱。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








