
结构改进高速主轴是用于高速加工机床的标准功能部件,它具有转速高、结构紧凑、安装简单等优点,是目前高速数控铣床、加工中心等产品的常用配套件。目前,CNC 机床生产厂所使用的高速主轴在结构与原理并无太大的区别,但由于其结构紧凑、加工难度较大,因此,大都需要采用专业生产厂家生产的标准部件。文中介绍了一种通过改进结构,降低加工难度,且可以方便地实现不同刀柄转换的高速主轴,它不仅易于制造,还具有使用方便灵活、维修简单等优点。
1 问题的提出
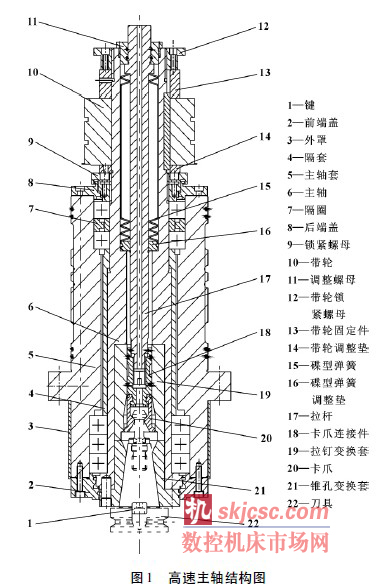
高速主轴的结构如图1 所示,在原来一体式高速主轴上,主轴6、拉钉变换套19、锥孔变换套21为整体结构,主轴6 的前端需要加工与刀具锥柄相配合的锥孔以及用来安装卡爪连接件18、卡爪20的内孔。整体式高速主轴结构主要存在以下两个问题: ( 1) 为了保证卡爪连接件18、卡爪20 能够在主轴内部上下灵活运动,位于细长主轴内部的拉钉变换套部位的内部表面粗糙度要求高、加工工艺性差,带来了细长主轴内部高精度孔加工、热处理等技术难题,使得大多数机床生产厂家都无法生产; ( 2) 整体式结构的高速主轴部件的锥孔及拉钉孔均直接加工在主轴上( 图1 中的拉钉变换套、锥孔变换套部位) ,因此,一种主轴只能安装一种规定的刀具,当机床更换不同系列刀具时,必须更换整个主轴部件,主轴对刀具的适应性差,使用局限性大。
2 结构的改进
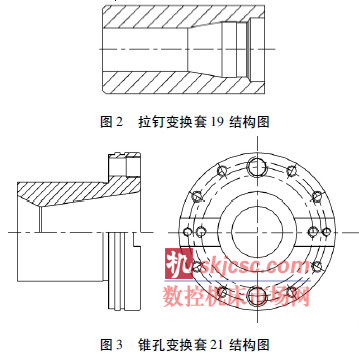
此次结构改进的技术方案是: 将主轴前端带有内锥孔、拉紧结构安装内孔的部位与主轴分离,成为图2 所示的拉钉变换套19 与图3 所示的锥柄变换套21两个独立零件。
拉钉变换套与锥柄变换套的内部尺寸可按不同系列刀具的刀柄与拉钉要求设计,以便安装不同系列的刀具; 变换套与主轴的配合尺寸保持不变,以保证主轴其他部件的通用性; 变换套与主轴用螺钉、定位销连接,可方便地进行装卸与更换; 变换套采用完全对称结构,更换不影响原主轴的动平衡性能与高速特性。
这样的结构改进能解决数控铣床、加工中心的刀具适应性问题,它可以在高速主轴性能与整体结构保持不变的前提下,使得同一高速主轴可以安装诸如ISO7388 /1、DIN69871-A、DIN69871-B、ANSI B 5. 50、MAS BT 等标准刀具,使目前的专用高速主轴部件变成了一种通用部件。
结构改进带来的另一优点是: 它可以将本来位于细长主轴内部的、加工精度要求高、加工难度大、工艺性差的内锥孔与卡爪安装内孔分解到了两个加工容易、工艺性好的锥柄变换套与拉钉变换套上,使得零件加工变得十分容易。由于锥孔变换套、拉钉变换套的装卸与更换可利用常规工具简单地完成,更换变换套不需要拆卸轴,变换套更换后无须进行动平衡等方面的试验与调整,因此,主轴部件可以大批量、标准化生产,部件的生产制造成本低、调整维修十分容易。
3 原理说明
刀具可变换高速主轴的结构如图1 所示,高速主轴主要包括了由前端盖2、主轴套5、后端盖8、锁紧螺母9 等件组成的主轴安装座,键1、隔套4、主轴6、调整螺母11、拉钉变换套19、锥柄变换套21组成的主轴体及由碟型弹簧15、拉杆17、卡爪连接件18、卡爪20 组成的刀具拉紧机构三大部分。
主轴安装座用于安装主轴,以便将整个高速主轴部件固定到机床上。主轴套5 外部加工有强制冷却用的水槽,如需要可对主轴进行强制水冷却; 安装座的前端盖2 用于密封,以防止加工过程中的冷却水、粉尘进入前轴承; 后端盖8 用于后轴承的固定与密封;锁紧螺母9 用于轴承间隙的调整。
主轴体用来安装、固定刀具。主轴体通过前后轴承与主轴安装座连接; 前轴承利用主轴前端面定位,后轴承由隔套4、隔圈7 定位; 轴承间隙可以通过锁紧螺母9 进行调节。3 只前轴承与2 只后轴承的结构形式保证了主轴的轴向与径向刚性; 前后轴承可以根据主轴实际所需要的最高转速、载荷选用。主轴的上端可以安装带动主轴旋转的同步皮带轮10,带轮通过键和带轮锁紧螺母12 与主轴连接,带轮的上下位置可以通过改变固定件13 与调整垫14 的厚度进行调整。
拉紧机构用于刀具的拉紧,该机构可以在主轴内部作上下移动。在正常( 夹紧) 状态下,拉杆17 由于碟形弹簧15 的作用,带动卡爪20 上移,这时,安装在拉杆前端的卡爪被拉钉变换套19 径向收缩后,在夹紧拉钉的同时带动刀柄上移,使得刀具锥柄与主轴锥孔紧密啮合,刀具22 被固定于主轴体上。为了松开刀具,可向拉杆17 的上端面施加向下的外力,这时,碟形弹簧15 被压缩,拉杆17 带动卡爪20 下移,卡爪被径向松开,刀具上的拉钉处于自由状态,利用外部机械手等装置,可将刀具从主轴上卸下。拉杆内部加工有气孔,气孔通入压缩空气后可以起到主轴锥孔清洗与保护的作用。
主轴体前端的锥孔变换套21 与拉钉变换套19 是实现刀具变换的关键零件。
拉钉变换套( 见图2) 右端的多级锥孔用来调节卡爪的径向压缩与松开尺寸,可根据不同的拉钉要求,设计、加工成不同的尺寸,以实现主轴的拉钉变换功能。拉钉变换套采用外圆/端面定位的方式固定于主轴上,更换时只需要取下锥孔变换套21,便可将拉钉变换套从主轴中取出,进行拉钉变换套的快速更换。
锥孔变换套( 参见图3) 的内锥孔用来啮合刀具,可根据不同的刀具系列,设计、加工成不同的尺寸,以实现主轴的锥孔变换功能。锥孔变换套采用外圆/端面定位与主轴配合,并通过8 个安装螺钉与2个定位销固定于主轴上,更换变换套只需要松开螺钉、取下定位销便可快速完成。
4 结论
通过改进,不仅实现了高速主轴的刀具变换功能,且可以将本来位于细长主轴内部的、加工精度要求很高、加工难度很大、工艺性很差的锥孔与卡爪安装孔分解到了两个加工容易、工艺性好的锥柄变换套与拉钉变换套上,提高了高速主轴的通用性、加工工艺性,使得生产制造、维修变得十分容易。按照该结构生产的高速主轴经过实际使用证明,其性能与整体式高速主轴完全一致。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








