
ANSYS高速切削加工技术的发展对机床电主轴的性能提出了越来越高的要求。电主轴技术继续向高速度、高刚度、高精度、高速大功率、低速大转矩、快速启停等方向发展。目前代表高速电主轴先进技术水平的公司主要有德国GMN、西门子、瑞士IBAG、美国Setco、意大利Omlet、Faemat、Gamfior、日本大隈等。例如, IBAG 公司生产的电主轴最大转速可达140 000 r /min,直径范围33 ~ 300 mm,功率范围0 . 125 ~ 80 kW,扭矩范围0. 02 ~ 300 N·m。德国CYTEC 公司生产的数控铣床和车床用电主轴的最大扭矩达到了630 N·m; 机床电主轴的启、停加速度可达到lg 以上,全速启、停时间在l s 以内。国内生产的加工中心用电主轴转速大多集中在15 000 ~ 25 000 r /min,功率一般都低于50 kW,静动态性能与国际先进水平相比也相差较大[1]。提高电主轴性能需要从主轴、轴承、电动机、润滑、控制等多方面技术入手,其中提高主轴的刚度、减轻其质量都有助于提高电主轴的静动态性能。国内外也尝试采用工程陶瓷等新型材料制造高速主轴,但仍处于研究探索阶段。工程陶瓷具有密度小、弹性模量大、膨胀系数小、阻尼系数较大等优良特性。本研究采用工程陶瓷作为高速电主轴材料,对其设计及动静态性能进行了研究。
1 高速陶瓷电主轴的结构设计
1. 1 陶瓷电主轴材料的选择
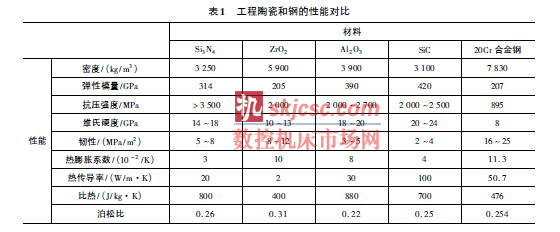
为了减小主轴质量和转动惯量、提高主轴系统的静刚度、动刚度、热刚度以及定向停急停功能,主轴材料尽可能具有弹性模量大、阻尼系数大、密度小、热容量大、热胀系数小以及加工性能好等特点。通过表1中各种材料的分析比较,本设计选用热压Si3N4作为主轴材料。热压Si3N4具有良好的综合机械性能,在各种应用中已证明其强度及抗疲劳的可靠性[2]。
1. 2 陶瓷电主轴的结构设计
目前高速电主轴广泛采用混合陶瓷球轴承。混合陶瓷球轴承分为两类: 一类是滚动体用陶瓷材料( 热等静压Si3 N4) 制成,而内外圈仍用轴承钢制造; 另一类为滚动体和内圈用陶瓷材料制造,而外圈仍用轴承钢。轴承钢和陶瓷材料的膨胀系数不一样,为使陶瓷主轴和轴承内圈相互匹配,本设计采用内圈和滚珠都为陶瓷材料而外圈为轴承钢的角接触混合陶瓷球轴承。混合陶瓷球轴承接触角为18°,背对背配置形式。根据高速电主轴设计资料确定主轴直径、轴端悬伸、主轴跨距等结构参数[3]。该电主轴采用HSK 无键高速刀柄,适于高速轻载加工。
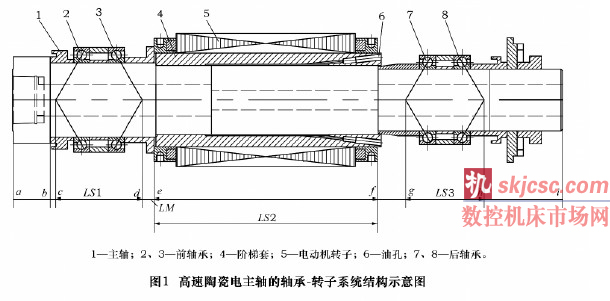
高速陶瓷电主轴结构示意图如图1 所示。设计实例参数: 主轴电动机: W13 /17. 5 - 4 - 155e 型变频调速电动机,电动机额定功率80 kW,额定转矩229 N·m;主轴最高转速30 000 r /min; 额定转速3 000 r /min; 主轴轴承类型,前轴承SKF C71912FB /P7,后轴承SKFC71910FB / P7 ; 主轴跨距L为280 mm; 主轴悬伸量a为70 mm; 主轴前端直径D 为70 mm。电动机转子的长度为145 mm,阶梯套与主轴前后配合面长度均为40 mm,转子外径为108 mm。前后支撑处主轴内孔直径均为26 mm。阶梯套4 与主轴为可拆卸过盈联接,采取油浴热压装配。为了更换前轴承,阶梯套应方便拆卸,阶梯套上有2 个对称油孔,通过向小孔中注入压力油使阶梯套内凹处前后端面产生压力差而卸下阶梯套[4]。
2 陶瓷主轴静态性能分析
利用ANSYS 软件对所设计陶瓷电主轴进行分析,选用SOLID45 三维实体结构单元对主轴进行网格划分。电动机转子与阶梯过盈套筒视为一整体。轴承被视为弹簧- 阻尼单元,将每个轴承用4 个沿圆周均匀分布的弹簧等效[4]。每个均布的弹簧都用1 个弹簧-阻尼单元COMBIN14 模拟。根据所选用轴承得到前轴承刚度为272. 6 N/μm,后轴承刚度为201. 3 N/μm。在建立模型约束时,根据轴承受力情况,限制弹簧- 阻
尼单元外部节点自由度。前端轴承限制主轴的轴向位移,故前支承2 个轴承内部8 个节点添加轴向自由度的约束; 后轴承为轴向自由端,内部节点不限制自由度。主轴边界条件的设定为在主轴前端面处施加径向力Fr = 4 386. 3 N( 按典型加工参数确定) 。经过网格划分、定义约束,并加入负载后便得到有限元模型,如图2 所示。

陶瓷主轴变形云图如图3 所示( 钢主轴略) ,主轴静态变形为17. 9 μm,计算得到静刚度为245 N/μm。陶瓷主轴的静态变形和静刚度与钢主轴对比如表2 所示。
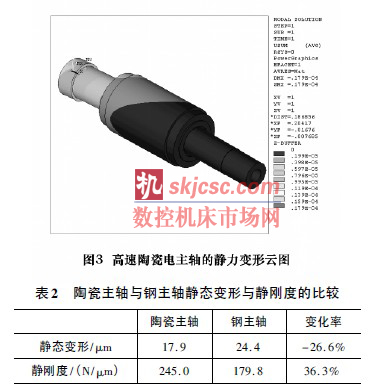
的静刚度,提高幅度较大。陶瓷电主轴静刚度较高的原因是热压Si3N4陶瓷的弹性模量较高所致。
3 高速陶瓷电主轴动态性能分析
3. 1 高速陶瓷电主轴的模态分析
对陶瓷主轴系统有限元模型采用ANSYS 中的Block Latnczos 模态提取法,模态分析计算后得到六阶振动特性云图( 固有频率与振型) ,如图4 所示。图4a所示陶瓷主轴的一阶固有频率为零,对应的主振型为主轴的刚体位移。由图4b ~ f 可以看出,由于二、三阶的固有振动频率很接近,近似相等,而且其振型表现为正交,因此可将其视为重根; 同理五、六阶同样也可以看作重根。
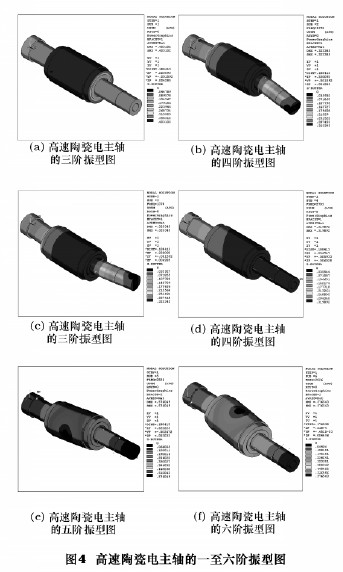
根据模态分析得到的各阶固有频率,由转速和频率之间的关系n = 60f( n 为转速,r /min; f 为频率,Hz) ,便求得陶瓷主轴和钢主轴的临界转速如表3 所示。由表3 可以看出,陶瓷主轴的各阶临界转速都高于同尺寸钢主轴的对应阶次临界转速,因此陶瓷主轴能够得到更高的临界转速。陶瓷主轴的临界转速明显提高的原因是陶瓷材料的弹性模量大和密度小。
3. 2 高速陶瓷电主轴的谐响应分析
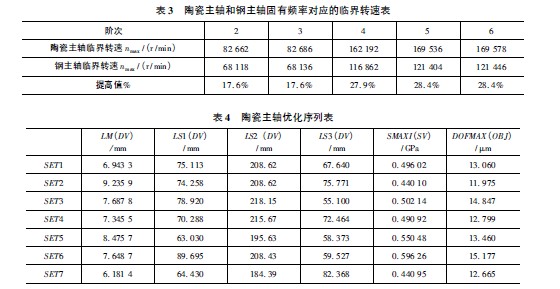
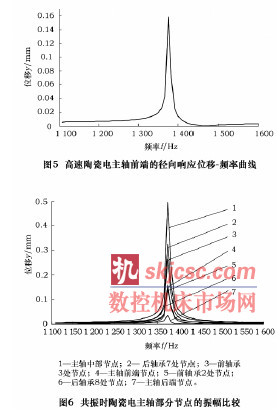
图5 所示为陶瓷电主轴前端的径向响应位移- 频率曲线。陶瓷主轴设计实例设定主轴最高工作转速为30 000 r /min,其工作频率最高为500 Hz,由图5 可见陶瓷主轴能有效避开共振区,而不会产生共振。由图6 可知,曲线1( 即陶瓷主轴的中部节点位置) 所代表的径向响应位移最大,即当陶瓷主轴发生共振时,轴的中部容易产生破坏。
4 高速陶瓷电主轴的结构优化
提高陶瓷主轴静刚度可以提高其动态性能,以静刚度为目标对陶瓷主轴做进一步优化[5]。根据陶瓷
电主轴的结构特点,主轴前端悬伸量决定于电主轴轴端的结构形式,故设为定值。前后轴承和电动机转子的安装位置对主轴刚度和动态特性影响较大。将图1中cd 设为参数LS1,ef 为参数LS2,gh 为参数LS3,并将电动机转子左端面e 与前支承点d 之间的距离设为参数LM。其他各关键点处的尺寸都可由这4 个参数确定,电主轴的有限元分析几何模型如图1 所示。陶瓷主轴前端的横向位移,设为参数DOFMAX; 使用ANSYS优化模块读取整个主轴的应力最大值,设为参数SMAXI。优化序列如表4 所示。
由表4 可见,在第2 次迭代后得到最优化参数。当LS1 = 74. 258 mm、LS2 = 208. 620 mm、LS3 = 75. 771mm、LM = 9. 235 9 mm 时,Min[DOFMXA] = 11. 975μm,此时,主轴的径向静刚度达到最大,为4 386. 3 /11. 975 = 366. 288 N/μm,陶瓷主轴总长度比初始设计长度减小了4 mm。
5 结语
通过陶瓷电主轴的动静态性能分析,得出以下结论:
( 1) 陶瓷主轴比同尺寸钢主轴具有更高的静态刚度,提高36. 3%。静刚度的提高主要与主轴材料的弹性模量有关。
( 2) 陶瓷主轴的动态特性明显优于钢主轴,临界转速较钢电主轴提高了17. 6% ~ 28. 4%,陶瓷主轴的临界转速明显提高主要归因于陶瓷材料的弹性模量大和密度小。由谐响应分析可以得出,陶瓷主轴能有效避开共振区,有利于实现更高速加工。
( 3) 高速陶瓷电主轴主要应用于高速轻载加工,因其材料特征不适于冲击较大的低速大转矩场合
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








