
零件的成组编码(Group Technology code)是在产品设计、制造和生产管理中进行零件信息识别的方法之一。由于箱体类零件形状复杂,现有的成组编码系统将其非回转体零件的编码部分留给企业自行设计。因此,研究箱体类零件成组编码系统对企业应用成组技术具有实际意义。
实现箱体类零件的成组分类编码,无论是在非回转体零件的CAPP 系统、还是CAD/CAPP/NC 集成系统,都可以起到“以数代形”、方便信息检索和存储的作用。
1 箱体类零件成组分类编码系统结构
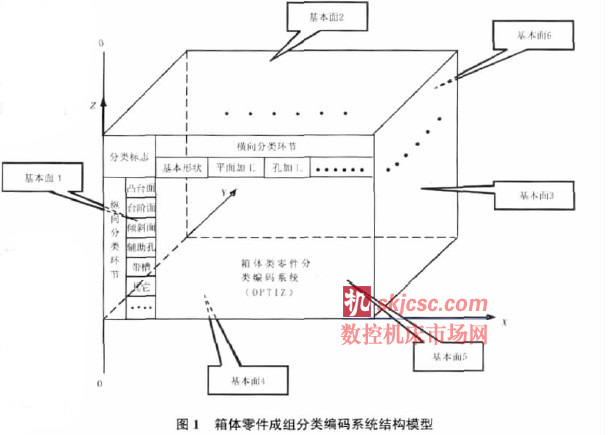
在对工程机械中的系列箱体(如上传动箱、下传动箱、离合器罩、油泵箱体、变速箱等)零件形状进行分析后,以该系列箱体零件为实例进行箱体类零件成组编码系统的研究,其成组分类编码系统结构模型如图1所示。该 编码系统特点为:
1) 箱体类零件的
理想形状为正立方体,共有6 个基本面,各个基本面的编号用1~6 阿拉伯数字表示;每个基本面上用分类编码子系统的子代码描述其上型面设计和工艺特征。6 个子代码按一定规律组成零件分类编码的总代码;
2) 代码采用十进制数,用3) 总代码位数多,适于计算机辅助成组编码分类;设:第i 个基本面的子代码的位数为ni,若采用横向分类环节为9 位的代码系统,即ni =9,则总代码位数最少为:

4) 分类环节有独立环节,也有关联环节,分类系统为混合环节分类系统;
5) 采用一个成组分类编码系统对各个基本面的被加工表面分别进行子代码的编码。由于各个基本面上的被加工表面形状各异,所以,每个基本面上子代码各不相同;
码描述整个箱体类零件的各种设计信息和工艺信息;
7) 在总代码中,各个基本面的子代码之间用基本面代号加脚标来区分,如:5j(j=0,1), 50 表示第5 个基本面上无其它型面,是非机械加工表面;51 代表第5 个基本面上有其它机加工型面;
8) 箱体零件的成组编码可采用计算机辅助人- 机交互的方式进行,实现码位较长的、计算机辅助箱体类零件成组分类编码;
9) 在利用箱体类零件分类编码系统进行编码分类时,零件族相似性标准是由每个基本面上的子相似性特征矩阵组成;每个基本面上的子代码与各自的子相似性特征矩阵进行匹配分析,若每个基本面的子代码都与子相似性特征矩阵匹配,则箱体零件属于同一个零件族,这是在分类编码系统的基础上可以完成的后续研究。
2 编码系统设计原理
首先对假想的箱体类零件的理想状态正立方体的每个基本面进行编号,见图1、图2 所示。
6 个基本面编号的确定和描述方法为:先选择0线的位置,0 线必须垂直于水平面,并且位于箱体类零件的左边;基本面1 为箱体类零件的最左面,与0线相交;以基本面1 为基准,顺时针按顺序依次确定基面2、3、4;基本面1 的前端面为基本面5,0线也在基本面5 上,基本面1 后端面为基本面6;0 线是基本面1、5 的交线;基本面2、4 为水平面,其余基本面为垂直面。可以看出,0 线与基本面1 位置确定和与基本面5、6 的判别有关系。为了方便工程实际应用,0线设置在箱体零件工作图的主视图左侧面(基本面1)与前端面(基本面5)的交界处。对于两两基本面交界处的倾斜面,将其看作是编号值大的基本面上的衍生表面。比如:对于多面体,可用基本面上有倾斜面的子代码码值来表明它的型面特性,如图2 所示。在图2 中,基本面5 与基本面1 和基本面3 交界处都有倾斜面,编码时用基本面5 上的子代码来辨识。又如基本面2 上有凸
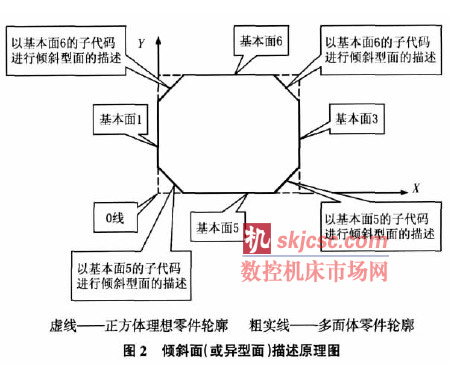
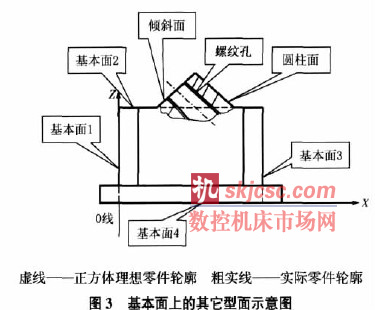
柱面、倾斜面并带有螺纹孔(或圆环、异型面等等),也可用子代码来描述,以此来形容多面体、异形体等等,如图3 所示。
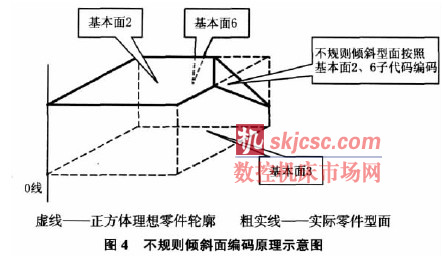
当有不规则倾斜型面与3 个基本面有关,系统以两个编号最大、最小的基本面的子代码进行描述,以确定在加工工艺中该型面的特殊位置,见图4 所示。
在箱体类零件分类编码系统中,分类系统的各分类环节及其分类标志是按照OPITZ 分类编码系统中非回转体类别零件、留给企业自行设计部分进行箱体类零件的分类编码系统设计的,因此,每个基本面上的子代码的位数为9 位。每个基本面上都利用该分类编码系统进行子代码的确定。
3 分类环节和分类标志设计
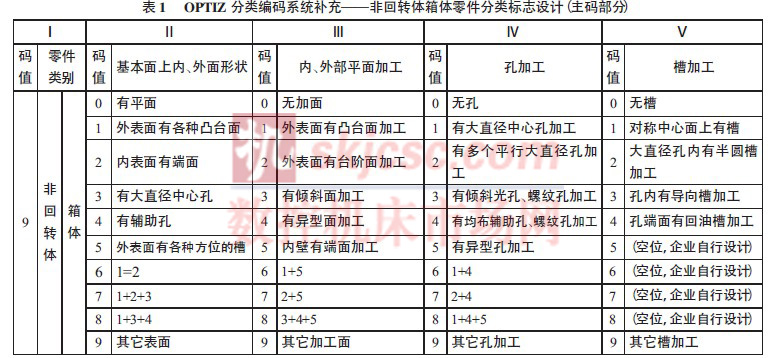
箱体类零件成组分类编码系统分类环节和分类标志主要根据箱体类零件的特征进行设计。零件类别码和形状及加工码(前五位码)的设计结果详见表1。其中,Ⅱ码位描述设计信息,Ⅲ~Ⅴ码位描述工艺信息。对于Ⅵ~Ⅸ位的辅助码,仍然采用OPTIZ编码系统的横向、纵向分类环节的分类标志。因此,对于一种箱体零件,各个基本面上的Ⅶ、Ⅷ位的码值应一致。
4 编码方法
对箱体零件成组编码的方法为:
1) 确定箱体零件的0 线,并在零件工作图上对基本面进行编号;
2) 依照各个基本面上所具有的表面形状,按照表1 进行子代码的逐一编码;
3) 利用箱体类零件计算机辅助成组分类编码系统,采用人- 机交互的方法进行箱体零件的编码。
以图2 零件为例进行编码,其各个基本面的子代码分别为:11916604970;21993302970;31916604970; 41982605970;5099000597;60990005970;
图2 所示箱体零件的总代码为119166049702199330297031916604970419826059705099000597060990005970。
5 结束语
研究工程机械箱体类零件的成组分类编码系统,目的有三:一是解决一般复杂程度箱体类零件能够在企业信息化的工作中,实现非回转体零件用“以数代形”方法进行信息存储;二是利用编码进行箱体零件的分类,方便生产管理和工艺管理;三是为箱体类零件CAPP 系统的研究打基础。在此项研究的基础上,可以对箱体类零件的成组生产组织和管理的方法进行深入探讨。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








