
CAXA 制造工程师中机床后置与后置设置提供了非常方便的后置配置文件设置工具, 通过软件图形界面用户可以用交互的方式来设置和修改NC 程序的格式和内容,以及程序头、程序尾、换刀等每个事件的处理方式来满足用户的实际使用要求。
CAXA 制造工程师的后置处理程序有后置处理和后置处理2 两种,其中,后置处理用于机床后置设置与基本三轴加工代码的生成及校验; 后置处理2用于宏程序生成与多轴加工的后置配置文件设置、程序处理及程序校验。CAXA 制造工程师提供了多种数控系统的后置配置文件,可根据加工需要选择、设置。本文根据2010 年第四届全国数控大赛选用的双摆台式A-C 轴联动五轴加工中心, 以广州数控GSK25i 为例,介绍了CAXA 制造工程师后置处理2中后置配置文件的设置方法与技巧。
一、后置配置文件建立
1. 选择【加工】【后置处理2】【后置设置】,为方便设置、修改,可选用CAXA 制造工程师提供的五轴后置配置文件GSK-5X-TB/TC(见图1)作参考。
2. 选择【另存为】命令,输入后置配置文件名称:由于本文介绍五轴双摆台式A-C 轴联动机床,故取名为5X -TA/TC, 存至软件安装目录X:\CAXA\CAXAME\post 下。
图1
二、后置配置文件基本设置
选择【加工】→【后置处理2】→【后置设置】→【5XTA/TC】,选择【编辑】,进入后置配置文件设置界面。
1. 【地址】设置选择【地址】,进入【地址】选项卡界面(见图2)。
根据机床结构类型,设置指令地址A、C 的“系数公式”为*(-1)。
2. 【程序】设置选择【程序】,进入【程序】选项卡界面(见图3)。可在编辑区域用户可以单击鼠标右键,调用宏指令浏览器(见如图4),查看宏指令及其意义。

图2
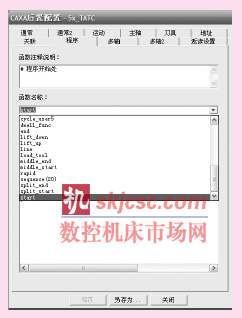
图3
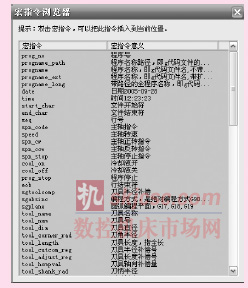
图4
(1)程序头设置选择函数“start”,设置如下:
{ $start_char,@
"(",$progname,",",$date,",",$time,")",$eob,@
$seq,"G49 G40 G17 G90 G54",$eob,@
$seq,"G90 G54 G0 X0 Y0 A0 C0",$eob,@
if( pathtype < 4)
{ $seq,"G05 P1",$eob,@ } }
(2)刀具加载设置选择函数“load_tool”,设置如下:
{ if(first_load_tool==0 )
{ $seq,$spn_stop,$eob,@ }
first_load_tool = 0
"(",$process_name,")",$eob,@
" (toolname: , $tool_name,"rad = ", $tool_rad,"
corner_rad=",$tool_corner_rad,")",@
" (T",TT ($tool_num),"D",TT ($tool_cutcom_reg),"
len=",$tool_cut_length,")",@
$seq,$tool_num,"M6",$eob,@
if( pathtype > 3)
{ $seq,"G43.4 ", $tool_adjust_reg, $clear_h,
$cool_on,$eob,@ }
if( pathtype < 4)
{ $seq,"G43 ", $tool_adjust_reg, $startz, $cool_on,
$eob,@ } }
(3)中间程序开始处设置选择函数“middle_start”,设置如下:
{ $seq,$speed,$spn_cw,$eob,@ }
(4)中间程序结束处设置选择函数“middle_end”,设置如下:
{ if( pathtype > 3)
{ $seq,$sgcode,$clear_h,$eob,@ }
if( pathtype < 4)
{ $seq,$sgcode,$startz,$eob,@ } }
(5)程序尾设置选择函数“end”,设置如下:
{ if( pathtype < 4)
{ $seq,"G05 P0",$eob,@ }
$seq,"G91 G28 G49 G0 Z0",$eob,@
$seq,"G90 G0 A0.0 C0.0 ", $eob,@
$seq,$prog_stop,$eob,@
$end_char,@ }
(6) 倾斜面加工开始处设置选择函数
“tilt_plane_start”,设置如下:
{ $seq,$speed,$spn_cw,$eob,@
$seq,"G68.2",X ($origin_wx),Y ($origin_wy),Z
($origin_wz),I($origin_euler_alpha),J($origin_euler_beta),
K($origin_euler_gamma),$eob,@
$seq,"G53.1",$eob,@ }
(7) 倾斜面加工结束处设置选择函数
“tilt_plane_end”,设置如下:
图4 { $seq,"G69",$eob,@
call middle_end, }
(8)快速移动输出格式设置选择函数“rapid”,
设置如下:
{ if(pathtype>3)
{$seq,$sgabsinc,$sgcode,$wx,$wy,$wz,$vx,$vy,$vz,
$g00feed,$eob,@}
if(pathtype<4)
{$seq,$sgabsinc,$sgcode,$cx,$cy,$cz,$g00feed,$eob,@}}
(9)直线输出格式设置选择函数“line”,设置如下:
{ if( pathtype > 3)
{ $seq,$sgabsinc,$sgcode,$sgtoolcomp,$wx,$wy,
$wz,$vx,$vy,$vz,$feed,$eob,@ }
if( pathtype < 4)
{ $seq, $sgabsinc, $sgcode, $sgtoolcomp, $cx, $cy,
$cz,$feed,$eob,@ } }
设置函数“lift_down”:
{ $seq, $sgabsinc,$sgcode,$wx,$wy,$safe_h, $vx,
$vy,$vz,$g00feed,$eob,@
$seq,$sgabsinc,$sgcode,$wx,$wy,$wz,$vx,$vy,$vz,
$feed,$eob,@ }
设置函数“lift_up”:
{$seq,$sgabsinc,$sgcode,$wx,$wy,$wz,$feed,$eob,@
$seq, $sgabsinc, $sgcode, $wx, $wy, $safe_h,
$g00feed,$eob,@
$seq,$sgabsinc,$sgcode,$wx,$wy,$safe_h,$vx,$vy,
$vz,$g00feed,$eob,@ }
(10)钻孔设置选择各钻孔函数,设置钻孔输出
平面为初始平面G98;为实现刚性攻丝可在“G84”前加“$seq,"M29",$eob,@”。
设置钻孔开始函数“cycle_start”:
{ $seq,$speed,$spn_cw,$eob,@
$seq,$clearance,$eob,@ }
3. 【多轴】设置选择【多轴】,进入【多轴】选项卡界面,根据机床结构设置如图5 所示。4)【多轴2】设置选择【多轴2】,进入【多轴2】选项卡界面,如图6 所示。
编程零点到C 轴中心偏置距离:表示以加工工件的输出坐标系为参考坐标系的机床C 轴中心的位置坐标。旋转中心到摆动中心偏置距离: 表示以机床旋转中心为参考的摆动中心的位置坐标。
倾斜轴矢量对于A-C 轴机床第一位为1 其余为0,B-C 轴机床第二位为1 其余为0。
三、刀具中心点控制
(RTCP)及后置设置RTCP 功能主要包括:三维刀具长度补偿、三维刀具半径补偿以及工作台坐标系编程。在使用数控机床的RTCP 功能编程时, 不需要用软件后置配置文件进行坐标偏置设置, 只需根据刀位文件按照机床的编程
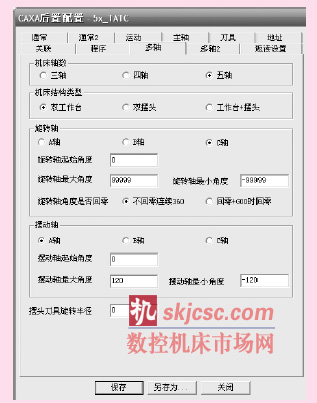
图5
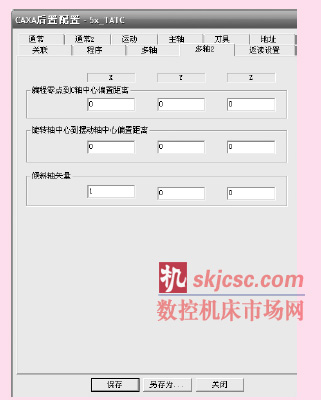
图6
格式输出加工程序, 由数控机床自己进行角度的换算和长度的补偿;在非RTCP 模式下进行编程时,需要将机床的转轴长度和转轴坐标原点相对工件坐标原点的偏置用软件的后置配置文件进行对应的补偿。
(一)在RTCP 模式下的后置设置
在程序中添加三维刀具长度补偿指令G43.4H 或刀具长度补偿指令G43、取消刀具长度补偿指令G49。
(二)在非RTCP 模式下的后置设置
正确设置【多轴2】中编程零点到机床C 轴中心偏置距离与旋转中心到摆动中心偏置距离,删除程序中的三维刀具长度补偿指令G43.4H_ 或刀具长度补偿指令G43。
四、结束语
CAXA 制造工程师后置处理程序设置方便、快捷,能实现五轴联动、五轴定向及倾斜面的加工。在设置时必须事先了解机床结构类型以及控制系统功能、特点,才能正确、合理的完成其后置处理程序。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








