
基于三菱和西门子数控系统平台对圆锥轴承磨削参数固化的应用
摘要:本文介绍了基于三菱简易数控平台和西门子802D数控系统平台, 对汽车圆锥滚子轴承磨削参数固化的方法,分析了三菱简易数控和西门子802D数控系统对磨削参数固化的方式并且给出了具体步骤。
关键词:三菱简易数控;西门子802D系统;磨削参数固化
1、前言
随着轴承磨削加工的高精度化、高速化、智能化、柔性化、绿色化的发展趋势[1],同时也为了适应用户和市场对轴承产品品质变化的要求,提高产品在磨削加工过程中的质量管控,保证产品质量稳定,有必要基于三菱简易数控平台和西门子802D数控系统平台对汽车圆锥滚子轴承磨削参数加以固化。
2、 汽车圆锥滚子轴承自动化生产连线简介
以高端汽车轴承公司自动磨装连线中的A1外圈生产线为例, A1外圈生产线磨削工序为:
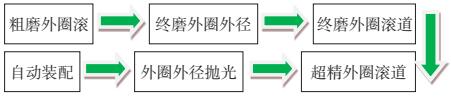
A1生产连线磨床设备由浙江日发数码精密机械股份有限公司生产,其中粗磨外圈滚道、终磨外圈外径、超精外圈滚道和外圈外径抛光设备采用的是三菱简易数控平台,终磨外圈滚道设备采用西门子802D数控系统平台 。
3 、三菱简易数控平台简介及其对磨削参数固化的方法
3.1 三菱简易数控平台简介
三菱简易数控平台中的可编程控制器采用的是三菱Q系列,该系列PLC的基本组成包括电源模块、CPU模块、基板、I/O模块等。三菱Q系列PLC可以实现多CPU模块在同一基板上的安装,通过扩展基板与I/O模块可以增加I/O点数,通过扩展储存器卡可增加程序储存器容量 。
3.2 三菱简易数控平台配备
为了简化操作、节省成本,使用了一台型号为Q00UJ-S8的PLC来实现磨床的控制要求, 其配有数字量输入模块QX40、数字量输出模块QY10[4]、模拟量输出模块Q64DAN和定位模块QD75P2[5], 系统的伺服驱动器采用三菱MR-E200A-KH003,一台三菱E740变频器用于驱动工
件轴电机,砂轮电主轴采用一台30kW华拓变频器驱动,触摸屏采用三菱GT12-70VLTN 。3.3 基于三菱简易数控对磨削参数固化的方法采用编程软件GT Designer3 传输触摸屏程序,以触摸屏编程软件GT Designer3 为例,如图 1 所示,先点击左边的“安全等级” 选项。
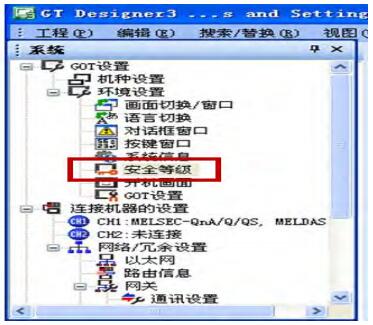
图 1 点击“安全等级” 选项
弹出如图 2 所示的对话框,输入要进行安全加密的软元件地址号,认证方式选择密码认证。选中后,会显示画面的安全等级值的软元件,可以在 0 至 15 的等级范围内设置安全等级密码,安全等级数值越大代表安全等级越高,“安全等级0”代表不设置安全功能,“安全等级 1”代表安全等级低,“安全等级15”代表安全等级高。
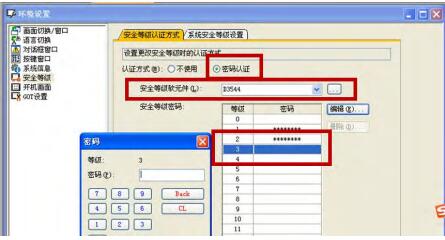
图 2 设置验证密码
“安全等级1”的密码下发给生产线的操作者用于设备的基本操作;“安全等级2”的密码授权给作业区中的作业长;“安全等级3”的密码授权给工艺员;“安全等级4”的密码授权给设备维修人员和设备技术员。
这里我们选择“安全等级3”进行磨削参数固化加密设置。
输入要设定的密码,点击“确定”,这样“安全等级3”的密码就设置好了。以后操作者要对磨削参数安全等级为3部分修改,就要联系工艺员进行确认,否则就无法对其修改,加强在生产过程中对磨削工艺参数的管控。 通过此种方式实现了基于三菱简易数控对磨削参数进行固化的目的。
4、西门子802D数控系统的磨削参数固化的研究
4.1 西门子802D数控系统平台简介
圆锥滚子轴承终磨滚道设备的控制系统采用西门子802D数控系统平台,使终磨滚道设备具有优越的动态品质和控制精度。同时能通过直线、圆弧、螺旋插补及样条插补实现滚道终磨设备所需要的曲线加工。具有更好的人机交互系统和上层应用系统集成能力,有更好的维护性。
4.2 基于西门子802D数控系统平台对磨削参数固化的方法
以外圈滚道磨床磨削参数中的“光磨延时”参数为例,我们将“光磨延时”设定值为3,首先选择面板的“0FFSET PARAM”进入到R参数界面,确定R值为多少,这里参数“R=28”,确定R值为多少后 ,再按 “ PROGRAM MANAGER”,选择“L0400 ”,程序编写为:
N230IF R28>3 GOTOF LABEL520;
N231IF R28<3 GOTOF LABEL520;
N520LABEL520:MSG(R28 VALUE IS TOO LARGE);
编写好上述程序语句后,在“主程序”中编写判断语句为:
N60 L0400;
通过此种方式就对“光磨延时”参数完成固化。如果将“光磨参数”调整成其他数值的话,机床开始磨削时会报警停机,实现基于西门子802D数控系统平台对磨削参数的固化。
5、结束语
本文提出基于三菱简易数控和西门子802D数控系统,对汽车圆锥滚子轴承磨削参数进行固化并且给出了具体操作方法。 该改进的应用,避免了以往在轴承套圈磨削加工中操作人员可以任意更改工艺参数的现象,保证了轴承套圈磨削的精度和产品质量的稳定性,同时使轴承套圈磨削变得更加简单化、智能化。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>全新 ANCA 刀具跳动补偿技术大幅减少刀具跳动
- target=_blank> 智能、柔性、复用,一套夹具覆盖超 40 种航空零件
- target=_blank>新型组合式断屑刀具在曲轴沉孔加工中的应用
- target=_blank>350 km /h 标准动车组电机轴承盖钻铣工装
- target=_blank>数控机床丝杠的错流内冷结构设计与研究
名企推荐







