
普通车床数控改造主轴电机控制设计及故障维修
摘要:普通车床数控改造要考虑主轴电机控制设计改造,有正转、停转和反转控制,关键还要进行主轴停转制动,本文以典型案例论述主轴电机控制及制动设计、故障测试与维修方法,对其他数控改造故障维修均有借鉴意义。
关键词: 数控改造;主轴控制;制动;故障;维修
普通车床数控改造具有很好的经济社会效益,改造后用于职业技术学校加工制造类专业实训很实用,作者用 KND100i-D 数控系统对普通车床进行了数控改造设计,数控系统执行 M03、M05 或 M04 指令则主轴正转、停转或反转,也用 ZD-15 直流电子制动器对主轴电机 M05 停转进行了制动设计改造。使用一年后曾出现故障,现有职业教育、本科教育相关教材等书籍并没有论述相关故障维修,不少企业也很缺乏数控机床故障维修人才,这也是职业技术教育加工制造类专业教学需要解决的问题,作者查阅文献 [2][3][4][5],进行了现场测试研究,解决了故障维修问题,今做介绍,具有推广借鉴意义。
1、数控系统持续信号控制三相交流电机设计原理
KND100i-D 数控系统采用图 1 所示持续信号控制主轴三相交流电机原理如下:图 1(c) 数控系统执行M03,直流继电器 J1 线圈带电,J2、J3 不带电,图 1(b)中直流继电器 J1 常开触点闭合,交流接触器 KM1 线圈带电,图 1(a) 中直流继电器 J1 常闭触点断开,交流接触器主触点 KM1 闭合,电机 M 正转。
图 1(c) 数控系统执行 M05 再执行润滑指令 M32(M31 为停止润滑指令),直流继电器 J1、J2 线圈均不带电,J3 线圈带电,图 1(b) 中直流继电器 J1、J2 常开触点均断开,交流接触器 KM1、KM2 线圈均不带电,图1(a) 中交流接触器主触点 KM1、KM2 均断开,电机 M停转。图 1(a) 中 J3 常开触点闭合,电子制动器 ZD-15 C 点与 24V 接通,B1、B2 接通,图 1(b) 交流接触器线圈 KM3 带电,图 1(a) 中主触点 KM3 闭合,电子制动器输出直流电压至三相交流电机,致使电机制动至设置的时间后,B1、B2 断开,电机停止制动。
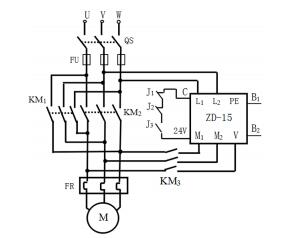
a)三相电机正转、反转、停转及制动主电路原理图
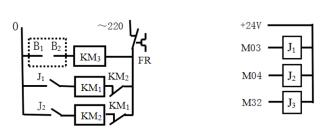
b)控制电路原理图 c)数控系统接口电路原理图
图 1 数控系统持续信号控制三相电机原理图
图 1(c) 数控系统执行 M04,直流继电器 J2线圈带电,J1、J3 不带电,图 1(b) 中直流继电器 J2 常开触点闭合,交流接触器 KM2 线圈带电,图 1(a) 中直流继电器 J2 常闭触点断开,交流接触器主触点 KM2闭合,电机 M 反转。图 1 所示数控改造后,加工程序编制思路为:
N0010 M31 J3 继电器线圈断电
N0020 M03 主轴正转
N0030 G91 相对编程(或绝对编程)
N0040 ……………(零件加工程序)
……… ………
N0100 M05 主轴停转
N0110 M32 主轴抱闸制动后松开主轴
N0120 M02 加工程序结束
2、数控车床主轴控制故障测试与维修
如图 1 所示普通车床数控改造后,使用效果很好,自动化程度和生产效率均大大提高了,但使用一年后出现了故障,今论述维修。
2.1 数控系统执行 M03 主轴不正转
按操作面板上的主轴正转键,依次观察图 1 所示(c)(b)(a) 区域继电器和交流接触器带电动作情况,发现(c) 图所示区域直流继电器 J1 线圈带电触点动作发出响声,J2、J3 直流继电器触点均不动作,也不发出响声,说明故障不在 (c) 图区域。再看 (b) 图所示区域,按主轴正转键,交流接触器 KM1 触点不动作,没有发出声音,说明其线圈没带电或损坏,仔细检查发现其线圈接线脱落,重新接好恢复正常。
这就是按区域找故障维修法,如按主轴正转键,J1直流继电器线圈不带电,触点不动作,则故障在 (c) 区域;如果 J1 直流继电器线圈带电,触点动作;KM1 交流接触器线圈也带电触点动作;但电机不转则故障在 (a) 图所示区域。这就是分区域检查故障的方法。
2.2 曾出现数控系统执行 M03 主轴时转时不转故障
按操作面板上的主轴正转键,依次观察图 1 所示 (c)(b)(a) 图所示区域的直流继电器或交流接触器带电动作情况?发现 (c) 图所示区域直流继电器 J1 触点也时常动作发出响声,则其线圈时带电时不带电;再观察交流接触器 KM1 的触点也是时常动作发出响声,则是其线圈时带电时不带电,致使电机时转时不转。
所以先从 (c) 图所示区域找原因,按数控系统操作面板上主轴反转键,则直流继电器 J2、交流接触器 KM2也存在类似情况,致使电机时反转时不转,测试 24V直流电源是 16.5V,换一个好的直流电源,故障排除,电机运转很正常。
继续找原因,该数控车床开始加工铸铝件,是塑性材料,为带状铁屑,后来加工铸铁件为脆性材料,铁屑为粉末状,不少粉末状铁屑进入了直流电源,影响了其性能,输出电压降低了,出现主轴时转时不转故障。安装一个吸尘器,把粉末状铁屑吸走,再没有出现类似故障。
2.3 数控系统执行 M05、M32 后主轴不制动
按操作面板上的润滑键(即 M32 功能键),观察图 1 所示 (c)(b)(a) 哪个区域继电器或交流接触器带电动作情况?发现 (c) 图所示区域直流继电器 J3 线圈带电触点动作发出响声,J1、J2 直流继电器触点均不动作,也不发出响声,说明故障不在 (c) 图区域。
再看 (b) 图所示区域,按润滑键,交流接触器 KM3触点不动作,检查 B1、B2 接线正确,再检查 (a) 图所示区域,发现直流继电器常开触点 J3 接线脱落,重新接好后,故障消失,制动正常了。
3、结语
本文论述的普通车床数控改造主轴控制及制动设计,使用效果很好,分区域检查故障的方法具有思路清晰、检查直观等优点,对其他设备数控化改造电机制动均有借鉴意义,该设计和分区域检查故障的方法,对提高职业技术教育加工制造类专业的教学质量也有指导意义。
作者:李春勤 葛平海 刘世忠
来源: 1. 山东省日照市科技中等专业学校实训部;
2. 山东五征集团有限公司人力资源部;
3. 山东省日照市科技中等专业学校数控技术系
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>TOYOSKTVT-301S加工中心的卡刀故障分析及处理
- target=_blank>OSG 欧士机 深孔小径的高性价比选择
- target=_blank>镗床异类零件镗孔加工误差分析
- target=_blank>机器人焊枪冷却零件的夹具的设计与加工
- target=_blank>数控铣床的导轨和参数故障维修处理措施研究
名企推荐







