
UG 在叶轮五轴编程中的应用
叶轮是一种典型的需要五轴加工的零件,其特点是结构复杂、精度要求较高及附加值较高(见图 1)。目前,叶轮主要采用五轴联动机床进行加工,因此,利用 UG 软件对叶轮进行五轴编程便具有非常重要的意义。在加工过程中,对轮毂和叶片的表面粗糙度有较高要求,而对叶片的底部圆角精度要求不高,通常只需要该圆角与轮毂过渡光滑即可。因此在加工圆角的选择上,通常选用等半径球头刀具(φ 6mm)一刀成形,而不需要利用小刀具绕铣加工。
选用车削成形毛坯,如图 2 所示。根据该叶轮模型的结构与技术要求,做出如下工艺安排 : 整个加工工艺共分为粗加工、半精加工和精加工3个阶段。所用刀具 : ① φ 16mm的 圆鼻刀( 刀尖半径1.6mm)和 φ 8mm的圆鼻刀( 刀尖半径2mm),用于零件的开粗。② φ 6mm 的球头刀(锥度 5°),用于半精加工和精加工。

1. 叶轮的粗加工
UG8.0 以上版本软件提供了专门加工叶轮的自动化工具——叶轮专业加工模块,该工具大大简化了叶轮的五轴编程。但是,利用该工具进行叶轮的粗加工需具备两个条件 : ①所用刀具只能是球头刀。②机床只能为联动加工。按照这种要求,叶轮的粗加工效率会大大降低。因此,本文采用的方案是使用圆鼻刀(φ 8mm)进行 3+2轴的定轴加工,这种方案在实际生产中取得了良好的效果。
由于叶片通常是均布在轮毂上的,为了减轻UG 的计算负荷,通常采取的方法是只生成相邻叶片之间的刀轨,然后利用 “变换” 功能复制出整个叶轮的加工刀轨。这样就将整个毛坯进行
分割,只取其中的一部分作为叶轮粗加工的毛坯(见图 3)。
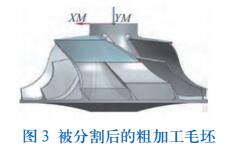
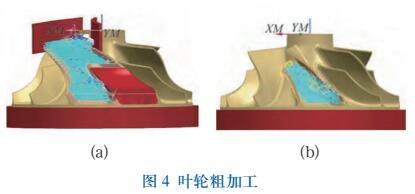
由于分流叶片的存在,使用定轴方式进行粗加工是无法一次完成的。这就需要将图 3 中的毛坯分为两个部分单独完成粗加工。首先,将图 3中的上半部毛坯和左下半部毛坯先进行加工(见图 4a),使用型腔铣定轴加工,刀具为 φ 8mm、刀尖半径为 2mm 的圆鼻刀,留半精加工余量0.5mm。在该工序中有两处关键点 : ①为了修整刀路,必须合理设置检查体。②刀轴方向建议设置为 “视图方向”,必须确保不会发生过切现象。其次,再加工右下半部分的毛坯(见图 4b),建议不使用检查体,改为修剪边界,以简化编程。
2. 叶轮的半精加工和精加工
完成叶轮的粗加工之后,利用 UG 自带的叶轮专业加工模块来进行叶轮的半精加工和精加工的编程(见图 5)。该模块提供了轮毂、叶片和圆角的精加工方案,使叶轮的编程大为简化。在进行工序设定之前,需要正确地指定好叶轮的相关部件,包括轮毂、包覆、叶片、叶根圆角和分流叶片等。

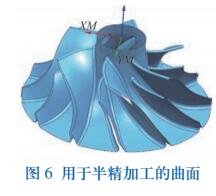
(1)叶轮的半精加工。叶轮属于复杂曲面零件,因此在半精加工中如何保留均匀的精加工余量就成为了能否加工出合格叶轮的关键。本文采用的方案是将叶轮表面所在的曲面进行 0.5mm的偏置(此为精加工余量),形成一组新的曲面。再以这组新曲面为基础生成刀轨,即可达到精加工余量均匀的要求(见图 6)。
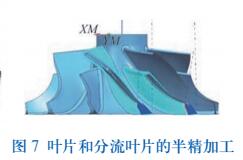
(2)叶片和分流叶片的半精加工。利用叶轮专业加工模块中的 “叶片精加工” 工序进行叶片和分流叶片的半精加工编程(见图 7)。其要点如下 : ①曲面必须选择如图 6 所示的新偏置曲面,而不能用叶轮本身的曲面进行编程。②根据叶轮的材料特性,通常情况下,半精加工必须使用顺铣,以达到零件表面粗糙度的要求。③切削层参数设置中,深度模式必须选择 “从包覆插补至轮毂”,否则无法达到零件表面要求。④刀轴的设定,需要根据叶片曲面的扭曲程度,在自动、插补矢量和侧刃切削叶片 3 种类型中选择最为合适的刀轴方向,其中插补矢量是最为灵活的方式,几乎可以用于加工所有类型的叶片曲面。
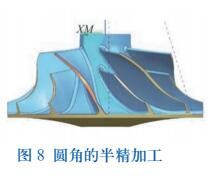
(3)叶根圆角的半精加工。利用该模块中的“圆角精加工” 工序进行叶片和分流叶片圆角的半精加工。其关键点在于要以新偏置曲面为基础。叶轮零件的技术要求是圆角一刀成形,但圆角与轮毂必须光滑过渡,因此加工圆角的刀轨必须延伸到轮毂面上,与随后加工的轮毂刀轨有一定程度的重叠(见图 8)。
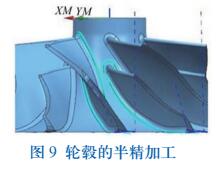
(4)轮毂的半精加工。加工过程与叶片和圆角的半精加工类似,采用 “轮毂精加工” 工序来进行叶轮轮毂面的半精加工(见图 9),选择的曲面是新偏置出的曲面。需要注意以下几点 : ①必须合理确定刀具的光顺百分比,此参数直接影响到分流叶片顶部是否会出现残留余量。该参数越大,残留余量越多。但是如果设置过小,刀轴变化比较突兀,会影响零件表面质量。考察本文用模型,将光顺百分比设置为 25% 较为合理。②为了轮毂的加工刀轨能够达到叶轮的最顶部,以及修整刀路的需要,必须合理设置前缘、后缘的相关参数,包括距离、切向延伸和径向延伸参数。③为了保证轮毂表面质量,不能有明显刀痕,必须采用往复切削模式,还要注意与上述圆角刀轨的重叠距离。在轮毂半精加工的参数设置中,还要重点考虑刀轴方向的设定,优先选用 “插补矢量” 方式,既避免了过切,又能够改善刀轴的变化幅度。
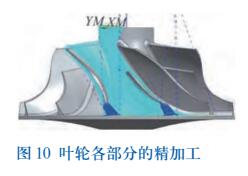
(5)叶轮的精加工。在完成了叶轮各部分的半精加工之后,其精加工编程就变得很简单,将半精加工的各道工序中的曲面改成叶轮本身的曲面即可(见图 10)。需要注意的是,精加工的切削参数与半精加工不同,每刀切削深度、步距需要根据零件的工艺要求重新设定。
完成叶轮中相邻两个叶片之间的所有加工工序后,利用刀轨的 “变换” 功能,将整个叶轮的所用刀路复制出来,最终完成整个叶轮的编程。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>超精密车床运动系统结构分析
- target=_blank>卧式 CY6140 普通车床智能化改造设计方案
- target=_blank> 总线型伺服刀库在 M8.4 五轴加工中心的应用
- target=_blank>普通车床数控改造主轴电机控制设计及故障维修
- target=_blank>TOYOSKTVT-301S加工中心的卡刀故障分析及处理
名企推荐







