
应用于立式铣床的快速装夹工装
摘要: 采煤机、掘进机等煤矿采掘装备上电控箱隔爆盖板零件品种繁多、规格各异,加工精度要求高,在生产制造过程中,传统装夹方式装夹、找正时间长,定位精度差,对操作者技能水平依
赖性强,工件加工质量不稳定。 设计了一种应用于立式铣床的多功能快速装夹工装,有效提高了零件加工时的装夹效率、加工精度和加工质量,节省了生产成本。
关键词: 隔爆盖板; 立式铣床; 多功能; 装夹工装
1、传统铣削工艺分析
电控箱隔爆盖板零件示意图如图 1 所示,其生产工序:下料→划线→铣→钳→铣→钳→入库,铣削工序是整个生产加工过程中最关键、耗时最长的工序,安排在立式铣床上加工。
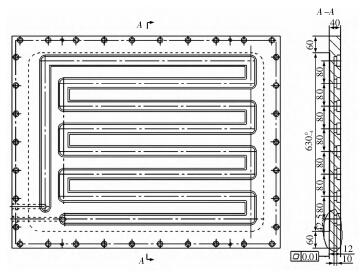
图 1 电控箱隔爆盖板零件示意图
铣削工序的传统加工工艺方法:
(1)以隔爆盖板正面板面为粗基准,垫平、找正、压紧工件,铣盖板背面各部位(压紧螺栓干涉部位不加工);
(2)调整压紧螺栓位置,重新找正、压紧工件,铣盖板背面剩余部分;
(3)以已加工完成的盖板背面为基准 ,找正 、压紧工件,铣盖板正面各部位(压紧螺栓干涉部位不加工);
(4)调整压紧螺栓位置,重新找正、压紧工件,铣盖板背面剩余部分。
在其加工过程中,需垫平、找正、压紧、松开工件各 4 次,耗费的加工辅助时间较长。而电控箱隔爆盖板属常用零件,一次需投产多件,在加工过程中辅助时间耗费多,效率低,生产成本高。
综上,需设计一种应用于立式铣床的多功能快速装夹工装以解决采煤机、掘进机等煤矿采掘装备上电控箱隔爆盖板零件在加工过程中辅助时间耗费多、效率低的问题,保证产品质量,提高加工效率。
2、立式铣床用多功能快速装夹工装设计
(1)工装设计方案
一种应用于立式铣床的多功能快速装夹工装的结构示意图如图 2 所示,包括底座、夹具和垫块,用于电控箱隔爆盖板零件加工中的装夹、定位。 ①底座 主体是根据隔爆盖板外形尺寸设计的盘体,盘体的侧面分别为 E 面和 F 面, 盘体的底面为 G 面,在隔爆盖板加工装夹过程中,E、F、G 面分别定位隔爆盖板的 3 个面,其设计有吊装孔,并且设计有多个清屑槽; ②夹具 E、F 对立面上安装定位螺钉和基准的压块,工件安装于底座后,通过拧紧定位螺钉对工件进行夹紧,通过选择不同厚度的基准压块,可实现几种尺寸规格的隔爆盖板装夹、加工;③垫块 焊接在底座下的垫铁,能够根据铣床立柱的极限尺寸调整高度,其上开有安装槽,可用 T 形滑块和螺栓固定安装于机床工作台面上。
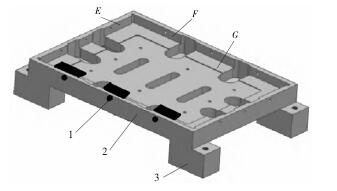
1. 夹具 2. 底座 3. 垫块
图 2 工装结构示意图
(2)工装使用过程
加工隔爆盖板时,将底座通过垫块固定安装于铣床的工作台面上,压紧、找正,设定工件加工坐标原点,将隔爆盖板放置在底座上与 G 面贴实,长、宽边分别与底座的 E、F 面贴实; 隔爆盖板放置好后,选择合适的基准压块并放置于定位螺钉和工件之间,拧紧定位螺钉,夹紧工件,开始隔爆盖板的背面加工;背面加工完成后,松开定位螺钉,将工件翻面,同样用上述方式夹紧工件,完成隔爆盖板正面加工,完工后清理干净工装上的铁屑。 工装使用示意图如图 3 所示。
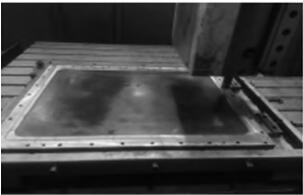
图 3 工装使用示意图
3、立式铣床用多功能快速装夹工装技术优点
(1)此工装结构简单,安装、找正方便,装夹工件方便,能迅速完成工件的定位和夹紧,夹紧可靠;
(2)此工装装夹工件方式采用三面定位,实现了加工工件的完全定位,工件加工定位基准与设计基完全重合,保证了产品的加工精度和加工质量;
(3)定位面采用分段槽结构,减少了接触面积,提高了定位精确度。
4、结语
(1)该工装使用方法简单,有效提高了加工效率和产品质量;
(2)该工装通用性强,可加工多种同类型煤矿采掘装备上的电控箱隔爆盖板;
(3)该工装夹持范围大,可满足不同规格的隔爆盖板装夹、加工;
(4)该工装设计简洁,制造方便,可推广性强;
(5)该工装可以使用边角料加工,可降低生产成本。
此多功能快速装夹工装的应用,有效提高了采煤机、掘进机等煤矿采掘装备上电控箱隔爆盖板零件加工时的装夹效率、加工精度和加工质量,降低了生产成本。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>高速数控机床主轴轴承精度及其保持性分析
- target=_blank>威迪亚推出铝加工用新型断屑槽刀片
- target=_blank>数控车床自动上下料机械手结构设计
- target=_blank>数控车床加工细长轴研究
- target=_blank>起重机车架螺纹孔加工应用方案研究
名企推荐







