
基于数控系统宏功能实现刀具动态补偿
摘要 : 基于对数控系统的充分了解,应用宏程序以动态刀具补偿实现数控磨削功能。
关键词 : 修正砂轮 ; 磨削 ; 动态刀具补偿
根据客户的要求,我公司研发设计并完成可实现铣削和磨削复合加工的立式加工中心。磨削加工不同于铣削加工,因为在工件铣削时刀具长度和半径的磨损可以通过人工更改磨损补偿值进行补偿,但在磨削加工时,工件的尺寸不断变化,同时砂轮在磨削工件时砂粒不断掉落,磨削工件的砂轮直径变化很快,所以常用的铣削工件时的编程方法不可行。又因为该机床没有在线补偿功能,所以在磨削时不能用正常的电脑编制程序,因此我们通过 FANUC 系统所提供宏程序功能,自行研发设计了自动补偿宏程序,从而实现了刀具的长度和半径磨损的自动补偿。
1. 加工工艺分析
加工时需要考虑四个方面。
1)砂轮变化 : 要求正常使用磨床时可以实现平面和槽的磨削,这就要用到砂轮的半径和长度方向的补偿。在半径方向的变化只有一个,只能是砂轮半径减小,而在长度方向有两个,一个是刀具长度的减小,另一个是刀具长度的增加,所以要求对应有三个方面的计算。
2)刀具更换 : 由于加工时要用到多把刀具,所以对应有好多大小不等的砂轮。还有加工时因为加工精度高,只能一个面一个面地加工,所以要分开来编制程序。
3)工件变化 : 由于工件需要淬火以满足使用需求,所以工件硬度变化不定,因此精加工时需要每次加工完成后对工件进行测量,然后再决定是否还需加工,所以精加工程序要能单独使用。
4)砂轮更换 : 当一个砂轮不能使用时,就要更换新的砂轮,但新的砂轮不能直接使用,因为不知道其安装在主轴上旋转时的直径。因此每砂轮更换后需要修正到一个标准的直径和长度时才可以使用。
由分析可知,要提前对砂轮进行手工修正,修正砂轮时使用金刚石笔,由于砂轮使用时要使用到它的上面、下面和侧面,且砂轮的上下面为了加工的需要,通常要修成碗的形状,但碗形边缘不能是一条线,要修成一个 3~5mm 的环形平面和一个锥面,所以修正砂轮的金刚石刀具要有三个方向,如图 1 所示。我们将设定三个坐标系以确定三个金刚石刀头的具体位置。在这个过程中有两种设定方法,一种是设定这三个金刚石刀头的具体位置时使用机床坐标系,另一种是使用工件坐标系。在这里以使用工件坐标系为例,对应找出具体的每一个金刚石刀头的位置,给定一个工件坐标系。
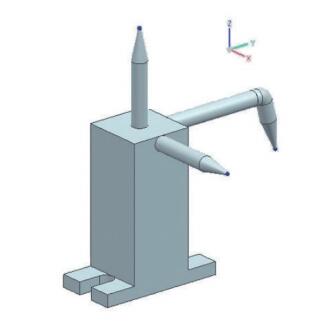
图 1 金刚石刀具方向示意
2. 编制程序
加工工件时的砂轮形状如图 2 所示,对应有修砂轮上面、下面以及侧面。根据使用要求,首先要把砂轮粗修成标准大小。
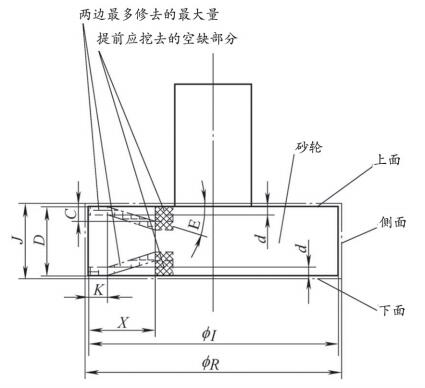
图 2 砂轮最终形状示意
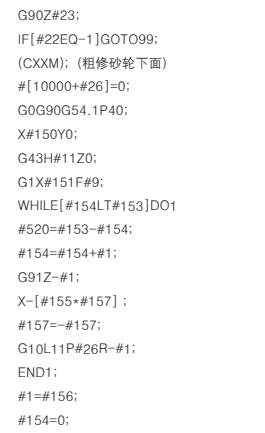
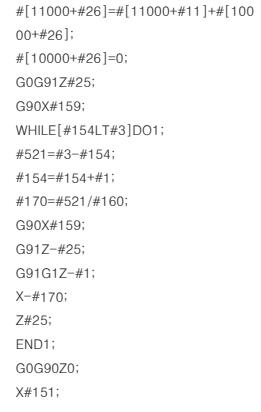
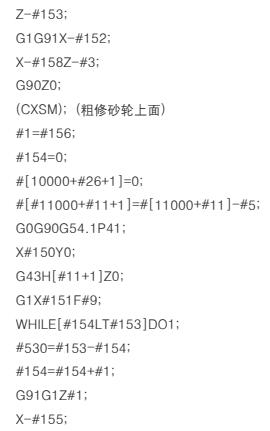
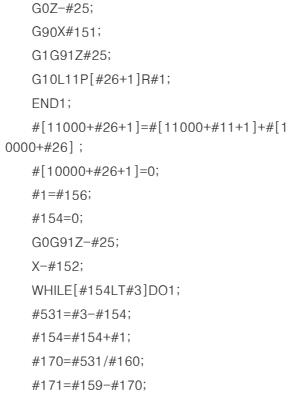
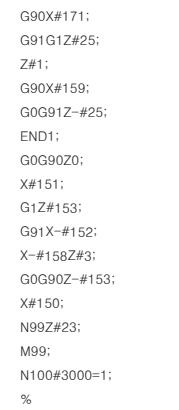
(1)粗修程序 粗修砂轮成为标准砂轮时,首先要修砂轮的侧面,然后再修砂轮的上面和下面。以下为修正砂轮至标准使用件时的程序: G65P8020A0.05B5C0.5I57.4J16.6K3D15E4F200H301R60.6S7500T1U2V1W23X10Y0.5
O8020 为粗修砂轮上、下、侧面程序,直接调用:
G65P8020A0.05B5C0.5I57.4J16.6K3D15E4F200H301R60.6S7500T1U2V1W23X10Y0.5
其中各参量意义为 :A0.05 为粗修切削量,B5 为下位置,C0.5 为斜面最初深度,I57.4 为砂轮初始直径,J16.6 为砂轮初始厚度,K3 为所留小平面宽度,D15 为砂轮最终厚度,E4 为倾斜角,F200 为修砂轮进给速度,U2 为切削中进刀距离,W23 为完成切削后 Z 轴位置,T1 为刀号,H301 为初始刀长号(砂轮下面),V1 为修砂轮上、下面及侧面,只修侧面时 V-1,R60.6 为砂轮毛坯直径,S7500 为主轴转速,X10 为从砂轮边缘起到砂轮中心所走的距离(包括小平度),Y0.5 为切削中 Z 轴所退距离。
主程序如下 :
(2)精修程序 根据使用要求,要在加工过程中修正砂轮,需要将砂轮上面、下面和侧面分开来使用,所以分别用三个程序来实现。
1)O8022 为精修侧面程序,直接调用:G65P8022A0.05B5C28I35J2D25F200T3U2W150其中各参量意义为 :A0.05 为精修切削量,B5 为下位置,C28 为砂轮长度,I35 为砂轮初始直径,J2 为精修次数,D25 为砂轮不能使用时的直径,F200 为修砂轮走刀速度,T3 为刀号,U2 为切削中进刀距离,W150 为完成切削后 Z轴位置。
2)O8024 为精修上面程序,直接调用: G65P8024A0.05B5C0.5I57.4J2K3D2E4T1U2V0.5W150F200其中各参量代表意义为 :A0.05 为精修切削量,B5 为下位置,C0.5 为斜面最初深度,I57.4 为砂轮初始直径,J2 为精修次数,K3 为所留小平面宽度,D2 为砂轮上面最多修去的厚度,E4 为倾斜角,F200 为修砂轮进给速度,T1为刀号,U2 为切削中进刀距离,V0.5 为切削中Z 轴所退距离,W150 为完成切削后 Z 轴位置。
3)O8026 为精修下面程序,直接调用 :G65P8026A0.05B5C0.5I57.4J2K3D2E4T1U2V0.5W150F200限于篇幅各精修砂轮程序略去。
3. 实践与应用
1)使用程序时,各项值均为自己给定,刀具号可以任意指定,为正值,例如 T1——H01、T3——H03、T5——H05……也可以不一一对应。若一把刀有两种刀长,则较长刀长号为 Tn,较短刀长号为 Tn+1。粗修砂轮时一般给定粗修刀长号为 T1,对应 H301,同理 T3 对应 H303,T5 对 应 H305 等。
2)应用 : 客户厂家需要铣磨数控车床液压卡盘安装卡爪的槽,需使用砂轮的上、下及侧面三个面。该程序在机床试切验证与客户生产实践中,运行正常并加工出合格产品,提高了工作效率,减轻了操作人员的劳动强度。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控铣竞赛典型零件的加工
- target=_blank>数控铣床在凸轮加工中的运用
- target=_blank>K654 三轴铣床的改造与维修
- target=_blank>防止数控刀具生锈的日常使用注意方法
- target=_blank>探究面齿轮高速铣削数控加工方法
名企推荐







