
金属构件加工中数控铣床内孔以铣代镗加工
摘 要 :在金属零件加工中最常见的内孔加工是利用机床的主轴旋转运动加工出来的。在主轴上加上刀柄、刀架、镗刀,主轴圆周运动,再采用直线进给就能加工出内圆孔来。当然还有另一种方法加工内圆孔,那就是用数控铣床采用圆弧插补加工内孔。二者加工原理不一样,加工出来的孔的效果和质量有一定的区别。在我国目前将成为制造强国的大环境下,对金属零件高质量切削加工,我们就要有所取舍。
关键词 :高精度数控铣床 ;金属构件加工 ;镗孔圆弧插补铣孔加工 ;数控编程
在实际生产中镗孔是机械加工最常见的生产加工方式。对于高要求的孔,不仅需要好的设备还要一套高精度的镗刀,在镗孔时需要多次试镗,测量,试镗测量,有些工件还需要先加工基准面,做定位工装,并多次装夹。其成本高,效率偏低且不是一次装夹完成还保证不了行位公差。所以我们要利用高精度数控铣床铣加工孔以达到镗孔的效果。
1 、数控加工以铣代镗的数据参数
我公司主要生产的产品为金属结构件。其结构件的特点为形状不规则,有些地方还干涩机床行程。但我们要尽量做到一次装夹完成高要求的孔。为了提高效率保证质量我们只用两把铣刀完成对孔的加工,减去镗孔这一工序。现在我们以下图为实例介绍以铣代镗的加工过程。此图 ø90 通孔深 227 为 ø160 深 22 ø145 深20 ø130深 25 三个台阶孔,其中 ø160 公差为 +0.04~0.08 。Ø130为轴承孔公差为 0+0.04圆柱度为 0.012 与对称孔的同轴度为 0.03. 孔的光洁度为 1.6。
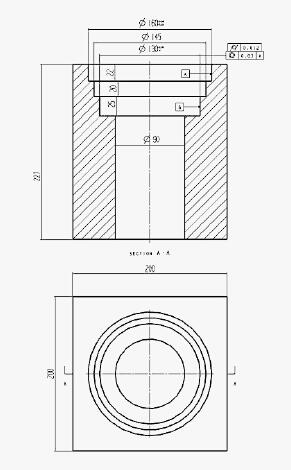
图 1 以铣代镗加工图
2、金属零件加工工艺分析
工艺分析 :关键孔 ø130,毛坯为实体圆柱。工艺步骤①先用ø50 深 250 的方尖铣刀依次粗铣台阶孔 ø160,ø145,ø130,ø90 都留量 1MM. 且不用打底孔,省去一道钻孔工序。②不用换刀,同样用 ø50 深 250 方尖铣刀精铣 ø90 深 160 孔,可以达到图纸 12.5光度要求。③换用 ø20 深 70 钨钢铣刀依次精铣 ø130,ø145,ø160台阶孔。
硬件方面,首先我们需要一台高精度的数控铣床。各轴行程应大于图纸工件最大尺寸。转速 0-1000 以上,定位精度 0.01MM,重复定位精度 0.005,滚珠丝杠双螺母,伺服电机,西门子 840 以上操作系统,主轴与进给轴的平行度 0.01 以内,主轴圆跳动也不应超过 0.005。高精度钨钢铣刀,圆柱度 0.005 以内,圆跳动,直线度均在 0.005 以内。
数控铣床专用语言是 G 代码,程序运行会涉及到运行轨迹点相关坐标,G 代码程序与金属构件装夹存在一定的关联性。如果将铣刀看作一点,假定将铣刀运行轨迹设置为 OHIJKO,将铣刀直径在多个点处形成圆弧,铣刀工作轨迹设计为 O-h-H-I-i-j-K-k-O,控制铣刀直径。
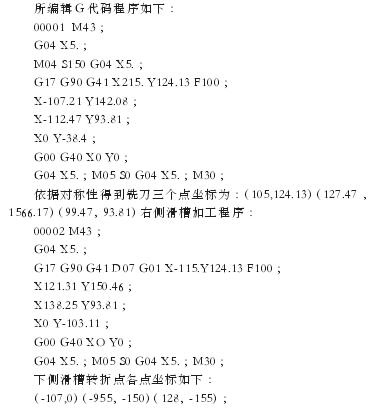
考虑到金属零件在数控切削加工时受到其他因素影响,编写程序如下 :
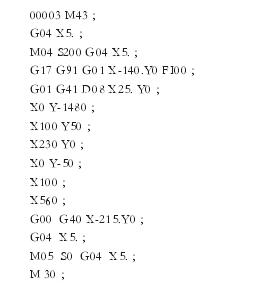
满足条件之后开始装夹找正工件,左右借量并确定工件坐标,第一孔和第三孔在同一轴心线上,同轴度是 0.03。同轴度就是定位公差,理论正确位置即为基准轴线。确定工件坐标系后先用 ø50 深 250 方尖铣刀粗铣,端面开始铣最大外圆 ø200,依次粗铣各台阶孔,直径方向留量 1MM, 深度方向留量 0.2MM,ø90 孔可加工到尺寸,不用再换深孔镗刀了,因其公差和光度要求不高。然后换钨钢铣刀首先精加工有要求的 ø130 孔。以西门子系统为例,编程如下 ;
在这个程序中确定了走刀路线,如图所示 ;铣内孔 G3 为顺铣。从进给方向看,切屑从刀具的右侧排出为顺铣。切屑从刀具的左侧排出为劣铣顺铣一般适用于精加工,其切削平稳,走刀顺畅,加工表面质量好。劣铣一般用于粗加工。铣孔不同于镗孔,镗孔是主轴旋转做圆周运动产生的标准圆。而铣孔是由 X 轴和Y 轴联动产生的圆,而铣孔产生的圆有可能不是标准的圆,产生的原因是机床各轴间隙过大,或者是 X 轴 Y 轴伺服电机不同步,或者是系统参数补偿不合理等原因。
金属零件加工中,外形的铣削涉及到多个圆弧过渡。传统金属零件加工可以在普通的铣床上完成,给金属零件加工及夹取带来不便,导致生产效率下降,零件的加工精度也无法得到整体控制。加之金属零件需要进行轮廓加工、斜面加工等等,涉及到加工参数计算较为复杂,对零件中心孔定位、内孔加工,需要将加工质量及零件形状精度进行有效控制。此次数控切削采用两次定位装夹,根据基准面主次,进行先近后远、先里后外、先粗加工后精加工、先面后孔的原则依次划分工序加工。金属零件在进行轮廓表面铣削通常使用立铣刀侧面刃性切削。对于外围轮廓加工,所使用的加工路线为 : ①从起刀点到下刀点 ;②沿切向切入工件 ;③轮廓切削 ;④刀具向上抬刀,退离工件 ;⑤返回起刀点。零件的尺寸无公差等级要求,区域面积不大,表面粗糙度要求不高,进行切削加工时要保证外轮廓形状不变形,只需要达到一般加工精度要求。所以此类金属零件定位基准是工件在夹装定位时所依据的基准。
3、 以铣代镗加工优势分析
现在我们要做的是以铣代镗,用铣削的方式加工出来的孔达到镗孔规定要求的质量。前面我们硬件方面提出了高精密的数控铣床,其各参数达到了要求,在进出刀和四个象限换轴向时产生的圆滑点会小于图纸要求的圆柱度 0.012。刀具方面,钨钢刀属于精加工刀,切削锋利顺畅,孔表面的光洁度能达到1.6。这个光度已经等于或大于大多数镗孔的表面质量。程序方面 ;走刀方向和走刀速度的控制可以避免椭圆度的产生,在实际生产中 G3 顺铣加工出来的孔为最优,还有一个非常关机键的走因素走刀速度,实践中,不能孔大小,走刀速度不能大于200MM/ 分钟。大于这个速度孔的椭圆度会随着走刀速度的变大而变大。此图为列,走刀速度大于 200MM/ 分钟,孔的椭圆度是 0.01MM~0.02MM。就超出了 0.012 圆柱度要求,从而不能达到
图纸要求。此工件合理走刀 120~140,当然机床的精密度不同,走刀会有所不同。此图切削参数为转速 1000,吃刀深度单边 0.2,走刀 120. 加工完成后三坐标检测结果为,ø130 和 ø160 同周度为0.002,圆柱度为 0.005. 光洁度为 1.6. 各公差均达到图纸要求。此工件如果镗孔需要 4 把镗刀,校对 4 次内量表,每个孔还需要经过多次试镗、测量比较费时。
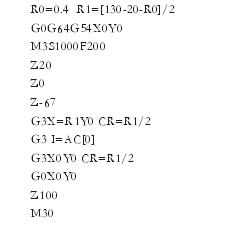
以铣代镗还有一个非常大的优势,那就是通过修改程序中 R0 的大小,可以精确控制圆尺寸的大小。比如精铣 ø130,当R0=0.4 时,测量出尺寸为 129.6。也就是说孔的尺寸大小由程序控制。当最后一刀精铣,切削用量不变的情况下我只要把 R0=-0.02 时,加工出来的孔就达到图纸要求 130.02。
所以以铣代镗有两大优势
(1)能精确控制尺寸大小,省去多次测量的时间。
(2)省去【镗孔】一道工序,节约总加工 40% 左右的时间由于这两个优点达到了提高效率,控制质量的目的。
4 、结语
随着工业制造中对金属零件加工精度要求的提升,作为先进机械制造装备的代表数控铣床在加工过程中如何降低加工误差、提高加工精度并保证产品的质量,成为当前国内外研究者所研究的热点。我们充分利用以铣代镗,合理使用铣削的方式对金属零件进行加工,运用理论加工 G 代码降低金属零件加工出现误差,以提高金属零件加工的质量。此文为笔者在实践中总结出的一点经验,希望此文能给同行们提供一些帮助,有错误和不足的地方望共同探讨。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 卧式车床在加工时工件表面波纹的成因及其对策
- target=_blank>数控系统CNC无法直接上电的原因分析与处理
- target=_blank>数控铣床在凸轮加工中的运用
- target=_blank>数控车工巧用刀偏进行切槽加工
- target=_blank>减少内孔切削时刀具振动的解决途径和方法
名企推荐







