
伊斯卡变形金刚铣刀最新进展
前言
早在本世纪初,伊斯卡可换刀头式变形金刚(MULTI-MASTER)系列铣刀的推出就在切削刀具发展中发挥了重要作用。尽管夹持可换刀头的装配式刀具早在伊斯卡变形金刚立铣刀系列之前就已为人所知,但变形金刚(MULTI-MASTER)是一款扭转了传统观念的产品,以至于改变了相似夹持系统的设计理念。
https://1309952130.vod2.myqcloud.com/4dc4b723vodcq1309952130/2869b560243791576679095524/LQtTD547U1wA.mp4
连接螺纹
在变形金刚产品系列中,刀头经由螺纹牢靠地连接至刀杆上。相比于高速钢,硬质合金是硬度非常高且耐磨性高的材料,但其抗冲击性能较低。对于带螺纹的硬质合金件而言,螺纹连接处正是应力集中处,而这对于刀具性能有较大影响,尤其是在载荷的反复冲击下作业中。夹持可换硬质合金刀头的旋转刀具,典型的刀头直径范围为6-25 mm (.25"-1.00"英寸),铣刀直径相对较小,对连接螺纹直径及螺纹廓形的高度有所制约。
以上几点使得采用标准螺纹作为连接螺纹是不合适的,甚至螺纹连接是否可以作为刀头连接螺纹都是令人怀疑的,我们需要一种特殊的螺纹形状以使得连接技术更规范。幸运的是,变形金刚立铣刀(MULTI-MASTER)基于特别设计的螺纹廓形,打消了所有的疑虑,它的成功使得人们对普适的标准规范生出新的认识。此后不久,几乎所有的刀具制造商都开发了自己的螺纹系统,用于夹持螺纹连接式可换硬质合金刀头的旋转刀具。(图1)
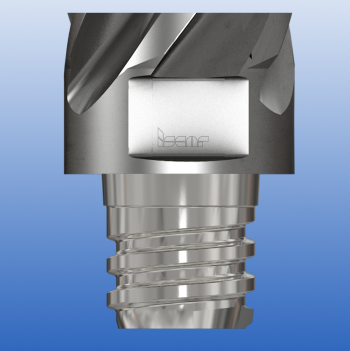
图1 特殊的螺纹廓形有利于MULTI-MASTER系列的可靠性和鲁棒性
特点
硬质合金可换刀头的刀具具有显著的优势,这些刀具展示出令人印象深刻的多功能性,使得能合理利用硬质合金,且刀头的更换易于操作。人们经常问及,变形金刚立铣刀(MULTI-MASTER)的成功秘诀是什么,有哪些特点确保其不仅广受欢迎,且刀具寿命高。
除却上述提及的夹持螺纹连接式可换刀头的出色优点外,变形金刚立铣刀以其面接触设计理念确保实现高重复定位精度。这一概念使得在更换磨损失效刀头后确保能实施“无需对刀”这一原则。安装刀头后无需额外的调整操作,且无需从机床上移除刀具即可在机更换刀头。
变形金刚立铣刀(MULTI-MASTER)的另一个独特之处在于它有种类繁多的刀头,涵盖了铣削、孔加工、雕刻加工和齿轮加工等广泛的加工应用。 在铣削作业中,这些刀头能覆盖方肩铣、面铣、3D曲面铣、倒角铣、型腔铣和挖槽、槽铣、沟槽铣、螺纹加工,以及高速铣和大进给铣削加工方式。 而在孔加工作业中,则包括中心钻、点钻、沉孔加工,等等。
伊斯卡的铣刀头分两种,一种是由圆柱毛坯磨制出的刀头,另一种是压制烧结成型的刀头,可根据需求选择,再加上与应用广泛的刀杆、接柄及缩径杆的组合,显著简化了为各金属切削作业匹配上最佳刀具配置的过程。除此以外,该系列及其产品可选择非标定制,这种结构也让刀具定制变得更加容易。所有这些都使得强大的变形金刚立铣刀系列不仅成为提高生产率,削减生产成本的有力工具,而且确保能长期满足用户的需求。
应用
伊斯卡推出全新螺纹接口T12,用于直径为32mm(1.25"英寸)的立铣刀,开创了新的应用前景。 尽管这一直径的整体硬质合金铣刀因其成本高企而不常见,但仍有一些工业领域需要这种刀具,例如航空航天。
新增6齿立铣刀头用于航空工业。直径为8-25 mm(0.315"-1.00"英寸),用于加工钛合金,包括难加工的β钛合金和近β钛合金,特别是应用于摆线铣方式加工。这些刀头的特点是将不同的螺旋角和不等齿距相结合,以提高防振稳定性。
根据新的市场需求,变形金刚立铣刀(MULTI-MASTER)增补了相适的刀头,并成功地被客户采用,特别是在航空航天工业、医疗器械工业和模具工业。
五轴数控机床的发展为铣削复杂的三维形状带来了新的高效加工策略。这增加了对具有特定几何形状的切削刀具的需求,即鼓形铣刀。
可更换刀头的组件提供了一个更具成本效益的解决方案,伊斯卡对其新的发展前景充满信心。值得注意的是,在伊斯卡推出的该系列产品中,有一种5齿立铣刀头,具有不等螺旋角,专门用于加工难加工的钛合金和高温合金(ISO S材料组的加工应用)。该刀头的刀尖圆角半径为4 mm和5 mm(0.120",0.250",0.375"英寸),对应于飞机零件生产的典型特征。
一个典型的飞机沉头螺钉需要打一个100°夹角的沉头螺钉孔;铆接时也经常需要同样的角度。变形金刚立铣刀(MULTI-MASTER)提供了一个合适的解决方案,其新开发的两齿沉头螺钉加工刀头带有100°的夹角,其直径为9.525-19.05 mm(0.375"-0.750"英寸)。该刀头也适用于倒角和点钻加工。(图2)

图2 带100°夹角的沉头螺钉孔加工刀头通常用于制造飞机零件
在孔加工方面,最近推出的高精度平底钻头不仅适用于钢件、不锈钢件和铸铁件(ISO P和ISO K材料组加工应用)的浅孔钻加工作业,而且还能直接钻削斜面。钻头的直径公差符合精度等级h7,而钻头的钻孔能力则扩展到直径的1.2倍。(图3)
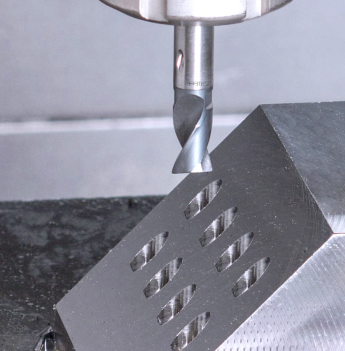
图3 平底刀头高效钻削倾斜面
最近升级的变形金刚(MULTI-MASTER)沟槽铣刀头的新型夹持方式符合伊斯卡一贯的设计理念 "更易于操作"。在铣刀头设计中加入了内六角梅花的TORX凹槽,可以采用伊斯卡的定扭矩扳手或可调式扭矩扳手固定铣刀头,实现可靠的夹紧。
变形金刚立铣刀(MULTI-MASTER)的另一优点是,其刀头在生产制造特殊形状(轮廓)方面非常出色。该系列包含几种由非涂层硬质合金制成的带螺纹接口的毛坯,用于非标定制产品。不久前,新增的盘式半精铣刀头扩展了可用毛坯的适用范围,能成功地用于槽铣、沟槽铣、螺纹铣、花键等加工应用的定制解决方案。(图4)
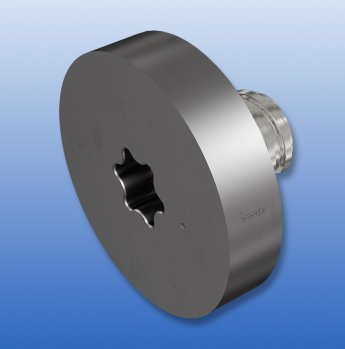
图4 盘式铣刀头毛坯为槽铣和沟槽铣提供了理想的定制方案。顶面的内六角梅花凹槽适用于采用TORX梅花扳手,其扭矩可控,夹持可靠
上述案例不仅阐明了夹持可换式硬质合金刀头的领先铣刀系统的发展方向,而且清楚地展示出开发和改进系统能力的源泉远未穷尽。
结语
现代制造业的发展需求带来了越来越多的需求,并开辟了新的应用领域,需要有合适的刀具来应对。伊斯卡变形金刚立铣刀(MULTI-MASTER)经过历史沿革以可更换刀头的高通用性来达成,并突显出其能够满足不断增长的工业需求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>高柔性、自动化 非标刀具加工的又一标杆
- target=_blank>以精度与速度致胜:埃马克助力重庆永达紧握新能源车发展机遇
- target=_blank>雷尼绍QC20球杆仪的新型蓝牙 (Bluetooth®) 技术提升机床性能诊断能力
- target=_blank>普通铣床采用坐标法铣削圆弧
- target=_blank>物色最适配的刀具
名企推荐







