
在镗床上车削阀体、闸板楔斜面
在实际生产中,阀体、闸板楔的5°斜面通常做斜面胎具,每种规格都要一个5°斜面胎。斜面胎生产周期长,加工成本高,而且需有专人管理。在镗床上车削阀体、闸板楔斜面,就能很好地克服以上缺陷。
以PN1.0 DN300 铸石阀门阀体为例 , 如图1所示。首先领取合格的DN300阀体,在平台上进行划线,工件主视图右端朝下,平放用三块垫铁垫好,按照两条导向筋找平找直四点,误差不得大于0.5mm,划两条筋中心线、腰线,划110mm尺寸线和352mm尺寸线。
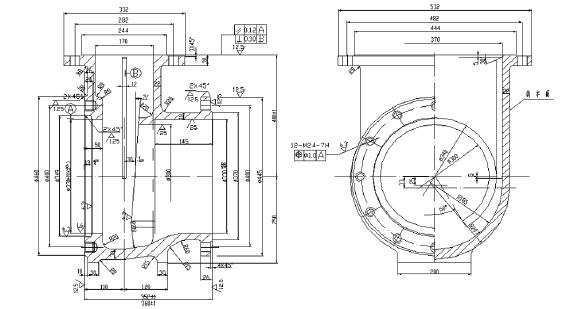
图1 阀体
工件立放:按照两条导向筋找平找直,同时照顾Φ330mm孔和Φ330mm孔对称,划尺寸线和检查线及400mm尺寸线。工件侧放:照顾Φ445mm外圆及370mm中心线对称,然后在车床车出口端法兰外圆445mm,端面保证厚度26mm,刀检内孔Φ330mm和Φ300mm,保证尺寸352mm110mm=242mm,翻个车另一端面,Φ330mm孔及止口Φ349mm×18mm,留1mm余量。
按照侧视图任意一侧两端适当位置,点焊好两块200mm×70mm×40mm的Q235A钢板,在镗床上按阀体中心线、腰线找正后镗平基准,以基准面为基准,工件侧放,阀体5°斜面冲向镗床头,先车好阀体上阀座孔349mm×19mm,然后转动工作台面5°插上定位销并锁好,如图2所示,就可对阀体5°斜面进行车削了。
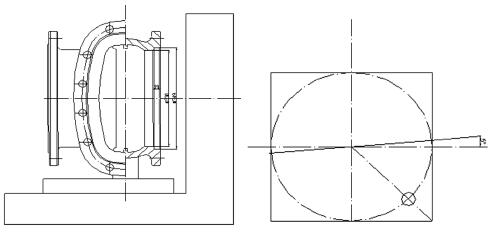
图 2
闸板楔经过精加工平面后,固定在镗床弯板上,转动工作台面插上定位销,就可对闸板楔5°斜面进行车削了。由于定位销为园柱销每次5°角误差很小。
因为阀体阀座孔与斜面一刀活,5°斜面角度一致,闸板楔与阀体斜面稳合度好,阀门密封性好。阀门试压成功率达98%以上,阀门互换性达65%以上,而且还可以节省大量的钢材,达到环保的目的,效果非常显著,特别适合维修或检修阀门用。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> X6132A 型万能铣床在造纸机械加工中的应用及其故障维修
- target=_blank> 金属构件加工中数控铣床内孔以铣代镗加工
- target=_blank> 卧式车床在加工时工件表面波纹的成因及其对策
- target=_blank>数控系统CNC无法直接上电的原因分析与处理
- target=_blank>数控铣床在凸轮加工中的运用
名企推荐







