
西门子数控系统摩擦力补偿功能在解决加工质量问题中的应用
数控机床各轴在移动过程中,传动链上的导轨与齿轮中的摩擦力会影响到机床轴的动态特性,尤其是机床轴从静止状态开始加速启动,从静摩擦到动摩擦转变过程中产生的摩擦力,会引起短暂的跟随误差增大。当该轴与其它轴进行插补运动时,会造成明显的轮廓误差。比较典型的是在加工圆形轮廓转换方向时,在过象限处,一根轴静止且换向,会产生负面效应。
为了改善这些位置的轮廓精度,西门子数控系统提供了摩擦力补偿功能,在机床轴从静止状态开始加速时,提供一个附加的设定值速度脉冲(以下简称附加脉冲),但这个附加脉冲需要调试,与实际偏差相匹配,不能太大,也不能太小,否则就会出现补偿不足或补偿过度的现象。
1、摩擦力补偿功能简介
根据使用需求,西门子数控系统提供的摩擦力补偿功能可分为以下三种类型 :
(1)补偿值恒定的摩擦力补偿不考虑机床轴的加速度,始终为速度设定值提供相同的附加脉冲(如图 1 所示),可设置调整附加脉冲的振幅和失效时间。
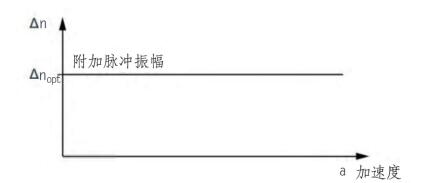
图 1 补偿值恒定的特性曲线
(2)带自适应特性曲线的摩擦力补偿
可通过设置三个不同的加速度控制点,以及附加脉冲的最小振幅、最大振幅和失效时间,形成一条附加脉冲的幅值特性曲线,如图 2 所示。
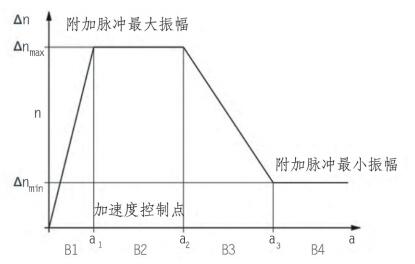
图 2 带自适应的特性曲线
(3)高阶版带自适应特性曲线的摩擦力补偿可设定四条附加脉冲补偿特性曲线,每条曲线可包含至多 9 个加速度控制点,如图 3 所示。
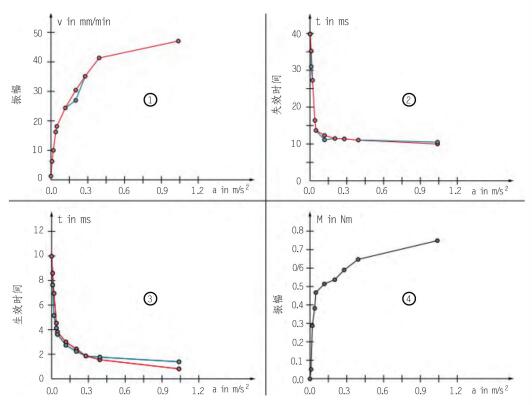
图 3 高阶版带自适应的特性曲线
针对每个加速度值设置附加脉冲的振幅、生效时间和失效时间设定权重系数。若附加脉冲满足不了要求,可考虑再增加一个附加转矩脉冲。(该功能需许可证功能选件:6FC5800-0AS06-0YB0)以上三种摩擦力补偿功能,其中第一种较为简单且常用,另外两种使用起来较为复杂,尤其是第三种,还需要购买相关的功能选项才能激活使用。在机械状态良好的情况下,使用第一种功能基本上就能解决常见问题,如果不能解决且对轮廓精度要求较高的话,才会考虑使用第二、第三种补偿功能。
以下就以第一种摩擦力补偿功能为例,简单介绍一下该功能在解决加工质量问题中的应用方法。
2、 应用案例
(1)故障现象
一台四轴卧式加工中心, 配置西门子840DSL 数控系统,加工一工件时,在圆弧轮廓过渡处有明显的接刀痕(如图 4 所示),无法满足工件精度要求。

图 4 工件接刀痕
(2)问题分析及解决方案
在排除了操作方法、工件材料、刀具、工装等工艺相关问题后,将分析的重点转向设备本身。检查机床润滑单元、导轨丝杠润滑情况,以及机床轴的反向间隙,均没有发现明显问题。仔细分析工件接刀痕,发现该接刀痕是在圆弧轮廓换向处,在机床 Y 轴换向时出现。
因此,考虑使用西门子数控系统自带的圆度测试功能,对机床 X、Y 轴进行圆度测试,检查两轴之间的插补精度以及动态匹配性。圆度测试程序如下 :
G91; 增量编程方式
G17;X、Y 平面
G02 I20 J0 F2000 TURN=10;
半径 20mm,循环执行 10 次圆弧插补
M30; 程序结束
通过执行以上圆度测试程序,测试结果如图5 所示,发现在 Y 方向过象限处有明显的凹尖点,与工件接刀痕一致,同时发现 X 轴在过象限处也有同样的故障现象。
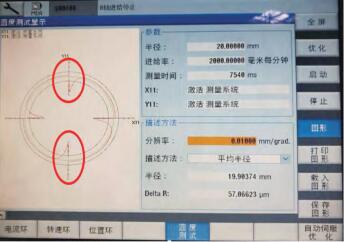
图 5 圆度测试结果
因此,使用补偿值恒定的摩擦力补偿功能对X、Y 轴进行补偿,补偿后用圆度测试进行测试,重复几次直到圆度测试最佳状态,无明显尖点(如图 6 所示),调整后的参数如下表所示。
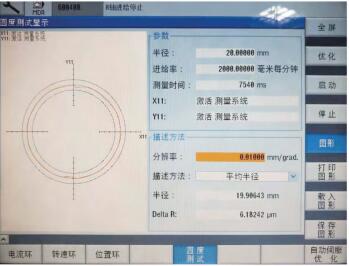
图 6 补偿后圆度测试结果
摩擦力补偿参数表
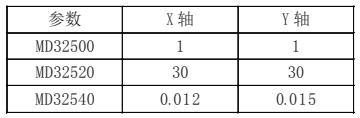
补偿值恒定的摩擦力补偿相关参数 :MD32500 FRICT_COMP_ENABLE[< 轴 >] ;=0: 补偿功能关闭,= 1: 补偿功能激活MD32520 $MA_FRICT_COMP_CONST_MAX[< 轴 >]; 附加脉冲振幅MD32540 $FRICT_COMP_TIME[< 轴 >] ;附加脉冲失效时间重新加工工件,表面质量明显改善,接刀痕现象基本消失(如图 7 所示),完全满足工件精度要求。

图 7 补偿后工件接刀痕
3、结语
随着数控机床使用年限的增长,机械性能逐年劣化,机床动态特性降低,加工工件的精度和表面质量也随着变差,已无法达到新机床的加工效果。
在不进行机械大修或者更换老化部件的情况下,如何利用数控系统补偿功能,对机床动态特性进行优化,弥补机械劣化损失,对于设备维护人员来说,这是一个值得探索的技术方向。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>三轴数控铣床快速加工双面零件的夹具设计
- target=_blank>数控机床滚滑复合导轨磨损修复与精度调试方法
- target=_blank> 普通车床提高不锈钢加工成品率的技巧
- target=_blank>提高镗床上深孔钻削加工效率的研究
- target=_blank> 数控钻攻中心加工刀纹问题剖析
名企推荐







