
数控铣床对刀仪的设计和应用
摘要:设计一款适合设置数控铣床和加工中心零点偏置值的对刀仪,能够完成 X、Y、Z 共 3 个坐标轴方向零点偏置值的设定,利用闭合回路原理,对刀仪具有警示装置,当对刀仪与工件接触时,警示装置会发光进行提示。
关键词:数控铣床;对刀仪;刀具偏置
0 引言
CNC 铣床加工工件前,首先需要设定工件坐标系零点偏置值,就是设定工件坐标系零点在机械坐标系里的 X、Y、Z 坐标值[1]。虽然确定工件坐标系零点偏置值的方法多种多样,但可归纳为两类:
(1)用刀具和垫块设定零点偏置值。
(2)用专业对刀工具确定零点偏置值[2]。
用刀具和垫块确定零点偏置值时,要使刀具逐渐接近工件,在刀具和工件之间距离接近垫块厚度时,中间放置垫块,反复拉动垫块,凭着操作者的感觉判定刀具、垫块、工件完全接触时,设定工件坐标系零点偏置值。这种方法非常考验操作者的经验与技巧,花费时间较多且精度不高,操作不当时就会引起撞刀的风险,从而增加维修成本。用专业对刀工具确定零点偏置值虽然比较方便和安全,但现有的专业对刀工具功能比较单一,只能完成 X、Y 坐标值零点偏置值设定和 Z 坐标值的零点偏置设定之中的一项,如要完成所有坐标的零点偏置值的设定,需要更换不同的对刀工具,花费时间较多;另外专业对刀工具价格比较昂贵,对机床性能要求较高,一般的数控铣床难以达到要求,需要对机床进行升级改造,成本较高,不适合一些中小
企业采用。
设计一款对刀仪,能够同时完成 X、Y、Z 坐标值的零点偏置值,结构简单,成本低廉,操作方便,精度较高,能够满足数控铣床和加工中心设定工件坐标系零点偏置值的问题。
1、数控铣床对刀仪结构设计
1.1 总体结构设计
该数控铣床刀仪主要包括两部分,分别为夹头和指示器。其中,夹头主要包括卡爪、筒形外壳和夹头芯,卡爪的中心位置设置有夹持空间,夹持空间用于夹持刀具;指示器主要由连接轴、绝缘套、电池、发光二极管、弹簧、指示管、连接杆、触头等组成。指示管内部有电源和发光装置,指示管侧壁上设置有透光孔,通过此孔可观测到发光装置是否发光;连接轴与电源连接,电源与发光件连接;发光件与触头连接,且触头与夹持空间同轴设置[3]。
设定工件坐标系零点偏置值时,把夹头体的卡爪夹持安装在机床上的刀具上,且指示器的触头与工件接触时,组成闭合回路,指示器的发光件能够发光,达到对刀的目的。精操作简便,安全可靠。
1.2 指示器结构设计
指示器主要包括连接轴、绝缘套、电池、发光二极管、弹簧1、指示管,连接杆、弹簧 2、触头组成。指示器的下端为球形的触头,球头通过弹簧固定在连接杆底部的弧形孔内,径向受力时能够左右摆动,撤去外力时,能够恢复原状,当触头侧面接触工件时,能够缓冲工件对数控铣床对刀仪作用力,避免引起对刀仪的变形和损坏,导致对刀仪精度下降。触头的材料为具有高硬度和耐磨性的金属导体,避免触头经常接触工件导致磨损,使触头的尺寸变化,又能作为导体进行导电。
连接杆的整体外形为 T 形台阶轴状,中间有台阶孔,大孔安放弹簧、小孔连接导线;T 形直径较大的圆柱面位于指示管内部圆柱孔内,采用 IT5~IT7 级的 H/g 较小的间隙配合方式,较大的圆柱上面安装有压缩弹簧,使连接杆始终固定在指示管下端的卡口上,在轴向受力时,能够上下滑动,外力消除时恢复原状。当对刀仪下端的触头接触工件的上表面时,使连接杆能够往上移动,缓冲工件对对刀仪的作用力,防止对刀仪变形或损坏(图 1)。
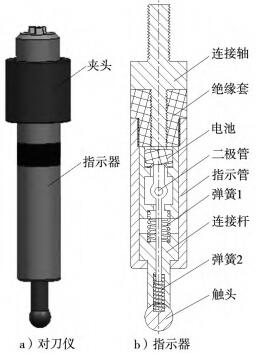
图 1 对刀仪和指示器
弹簧的上端为透明绝缘管,透明绝缘管里安装发光二极管和 CR1025 电 池 ,发光二极管的正负极用导线分别连接着触头电池,当发光二极管和电池之间形成闭合回路时,发光二极管就会亮起。电池的上端连接着连接轴的接触柱,连接轴固定在绝缘圈的中间孔内,用普通三角细牙螺纹连接,连接轴上端通过螺纹旋入进夹头一端的螺纹孔内,进行位置固定[4]。
1.3 夹头结构设计
夹头体由夹头芯、锥形螺纹圈、卡爪、筒形外壳组成[5]。钻夹芯上有卡爪容纳孔、锥形螺纹圈容纳槽。卡爪螺纹端安装在钻夹芯上的卡爪容纳孔里,与钻夹芯上的容纳槽里的锥形螺纹圈通过螺纹连接,3 根卡爪的不带螺纹端组成夹持空间,用来夹持刀具,锥形螺纹圈由两个半圆圈组成一个整圆圈,嵌入锥形螺纹圈容纳槽里。钻夹芯外面镶嵌着筒形外壳,筒形外壳与锥形螺纹圈之间采用较小的过盈 H7/p6 配合,能够传递力矩。旋转筒形外壳时,带动锥形螺纹圈转动,锥形螺纹圈带动卡爪伸缩,使卡爪之间的容纳孔大小发生变动,便于安装不同直径大小刀具和锁紧刀具。筒形外壳与钻夹芯之间除去与锥形螺纹圈连接部分外,筒形外壳与钻夹芯之间能够相对转动,没有特殊的配合要求,采用较大间隙的 H9/d9 公差配合,夹头结构如图 2 所示。
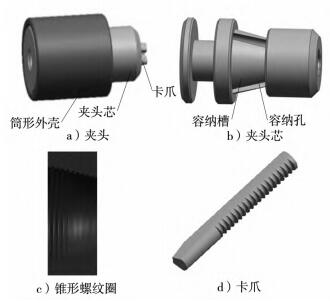
图 2 夹头结构
2、数控铣床对刀仪使用方法
以 FANUC Series Oi Mate 数控铣床为例,介绍数控铣床对刀仪的使用方法(图 3):旋转数控铣床对刀仪的筒形外壳,使 3个卡爪之间的容纳孔增大,把刀柄上的刀具深入到 3 个卡爪之间的容纳孔内,使刀尖与容纳孔的底部接触,然后在反方向旋转数控铣床对刀仪的筒形外壳,卡爪伸出,容纳孔变小,使对刀仪和刀具的相互位置固定。
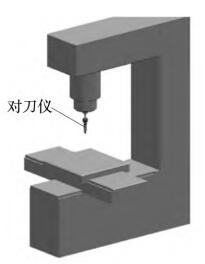
图 3 对刀仪安装
设定 Z 轴方向零点偏置时,操作数控机床,使对刀仪的触头逐渐接近工件零点上表面,当对刀仪的警示亮起时,在数控铣床操作面板上按“OFFSET”按钮,找到零点偏置设定界面,在缓冲区输入数控铣对刀仪的固有长度值,按“测量”按钮或读出此时机床显示的机械坐标值,与对刀仪的固有长度值相加,把所得数值输入到零点偏置设定界面,就完成 Z 轴零点的偏置设定。
设定 X 轴方向零点偏置时,操作数控机床,使对刀仪的触头逐渐接近工件的 X 轴方向的侧表面,当对刀仪的警示亮起时,在零点偏置设定界面的缓冲区输入对刀仪在工件坐标系里的坐标值,按“测量”按钮,完成 X 轴方向零点的偏置设定。Y 轴方向的零点偏置设定方法与 X 轴方向零点偏置设定方法相同[6]。
3 、数控铣床对刀仪工作原理
当触头与工件接触时,电流会从指示器内部的电池正极流出,经过连接轴,到达对刀仪的夹头部分,夹头连接着刀具,刀具安装在刀柄上,刀柄安装在机床上,机床上固定着工件,工件接触触头,触头连接着连接杆,连接杆通过导线连接着发光二极管的正极,发光二极管负极通过导线连接着电池负极,形成一个封闭的回路、使二极管亮起,触头离开工件时,电路断开、发光二极管灭掉。控制电路原理如图 4 所示。
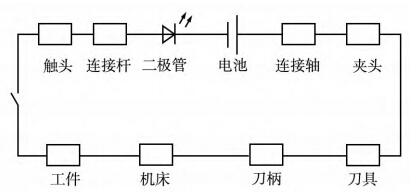
图 4 电路原理
4、结束语
为了解决数控铣床零点偏置设定问题,设计一款数控铣床对刀仪,能够完成数控铣床工件坐标系零点在 X、Y、Z 轴方向零点偏置值设定,同时介绍对刀工具的使用方法。该数控铣床对刀仪主要包括夹头和指示器,指示器装有纽扣电池作为电源,装有发光二极管作为警示装置。当设定铣床零点偏置时,使用夹头上的卡爪把对刀仪固定在铣床刀具上,当对刀仪的触头接触工件时,机床、工件、刀具、对刀仪组成一个闭合回路,警示装置发光,在数控铣床的零点偏置界面里输入刀具在机械坐标系里的坐标值,完成数控铣床零点偏置设定。使用该对刀仪能有效节约零点偏置设定时间,提高生产率,因为对刀仪里面有弹性装置,避免操作不当撞刀的危险,降低维修成本,结构简单,操作方便。
基金项目:山东华宇工学院 2019 年校级科研平台:数控刀具制造工艺技术研发中心;德州市企业研发计划项目:数控铣床用对刀装置研究与实践(DZSKJ202008)
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank> 车床主轴零件的机械加工工艺分析
- target=_blank>普通铣床零件加工表面粗糙度的影响因素分析
- target=_blank>椭圆零件在数控车床上的加工方法
- target=_blank> 镗床异类零件镗孔加工误差研究
- target=_blank>带窄小越程槽的薄壁圆柱滚子轴承内圈加工工艺改进
名企推荐







