
一次装夹下完成全部加工工序
曲轴“ 一次装夹. 完全加工”是在硬化和磨削处理前的一种省时, 经济, 高效的加工方法,可以替代传统生产或者用于设计原型的生产工艺。使用一台车铣复合加工中心, 就可以完成几乎所有曲轴加工的工序。其优点是: 最大限度的缩短工件搬运时间; 仅需两次装夹就可以获得最佳精度; 没有在传统生产中因采用多道工序所带来的累积装夹误差; 具有在线自动定位和测量功能; 将工件废品率减至最少;节省了昂贵的工装夹具的设计和制造费用。
在一台车铣复合加工中心上,可以完成加工各种类型曲轴所需的普通加工的工序。工件毛坯可以是锻造、铸造或者锯出的钢方坯。毛坯用标准三抓卡盘装夹, 如果没有尾架中心孔, 可由中心架支撑,并且在旋转工件之前钻出中心孔。
调定尾架顶尖支撑, 同时松开中心架进行在线检测, 对工件圆周和纵向长度进行定位。对长且复杂的曲轴加中心架支撑, 进行车削或者车铣加工。
粗加工工序
粗加工由尾架方向开始, 车端轴或法兰的侧面和环面, 用偏刀车鄂板外圆和主轴外圆。然后铣鄂板的外轮廓。最后粗铣拐颈: 因为曲轴被中心装夹, 拐轴的运动是在圆周运动, 并且铣削刀具在三个轴向上沿其运动插补联动, 包括C、X、Y轴。
精加工工序
开始车削主轴部分,留有磨削余量; 对拐颈铣削, 留有磨削余量; 对拐颈清根加工, 采用偏心车削或者铣削对C、X、Y 轴插补。在油孔处铣平面、钻油孔的导向孔、对油孔进行枪钻, 配有80 巴压力的冷却液; 对尾端精车或者留磨削余量、加工法兰盘上的孔, 并进行攻丝;加工轴向偏重平衡孔。
结束第一次装夹的工作, 掉转曲轴, 对另一面加工。采用软卡盘装夹已经精加工的表面, 并且用中心架支撑进行在线检测, 对长度和圆周定位一钻中心孔定位、对尾端精车或者留磨削余量一对曲轴端轴外径滚齿加工。对支座的油孔铣削、钻导向孔和进行枪钻一在线测量出曲轴全部加工尺寸并打印出结果。
在一台具有副主轴的车铣中心上, 可以对曲轴进行完全加工,无需人工翻转, 只用一次装夹即可完成全部加工任务。对曲轴的完全加工曲轴能够将活塞直线运动的能量转换成旋转运动的能量。对旋转轴不同距离的多重力产生了扭矩。中心轴向对曲轴装夹时, 拐颈.是绕圆周运动, 因此不能在车床上这样进行装夹车削。因此, 生产曲轴必须在特殊的机床上进行, 采用外径铣削、车毛坯或者偏心装夹。
这样的结果就是在相对不是很复杂的机床大量进行不同装夹。对于这样一类大型的工件, 以上这些机床较为合适, 这是因为可以进行大量切削工作并且还可以使其自动化进行。
然而, 对较小的此类零件不能一次装夹全部加工完成的话, 就会带来许多工件加工编程、安装调整、搬运等问题, 大大增加生产周期。位于奥地利林茨的W FL 是车、铣、幢加工单元方面的专业厂商,提出了“ 一次装夹, 完全加工”的方法来解决这些问题。
通过集成2 轴或者4 轴的车削中心、5 轴的加工中心、深孔钻床和三坐标测量机的功能于一身, w F L 车铣复合加工中心从一开始就很好的解决了曲轴生产的需求。尤其对于曲轴工件会产生变形, 一些加工操作已经影响到工件的公差。由于没有重复装夹带来的变形影响, 可以使加工后的曲轴不用重新车削或者重新加工或者重新定中心。
车铣复合加工中心另一个特点是具有在线精密测量功能: 在开始加工之前, 测头对机床上的毛坯自动找准圆周和纵向位置。然后按照这些新测得的基准点开始加工, 同时可以消除装夹所产生的误差和错误。这样装夹在三爪卡盘上的工件就可以开始车削加工。
如何对曲轴的拐颈进行加工:
采用端面铣刀对工件表面三个轴向(X—Y—C ) 插补进行铣削, 这样可以一直沿着偏心旋转的曲轴拐颈加工, 因此能够铣出一个精确的圆形(图l )。
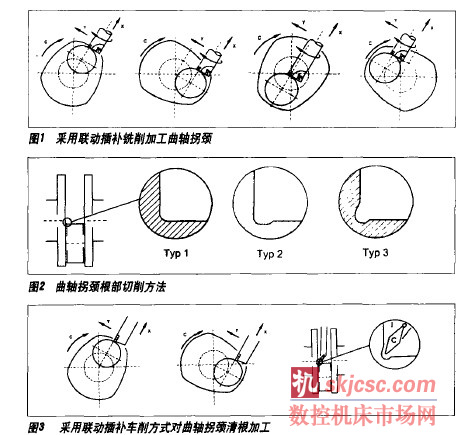
曲轴拐颈比铣刀直径宽, 这样可以另外在纵向( Z 轴) 进给加工。对曲轴拐颈清根是一个难题。基本上有以下三种根部切削方法( 图2 ) 。
( l) 径向和端面间的单圆弧清根
(2 ) 仅留有径向磨削清根
(3 ) 留有径向和端面磨削清根
方法中1和2 都可以通过倾斜铣刀加工完成( 源于采用B 轴) , 但对于方法3 直到现在也不能避免出现齿形误差。现在W FL 开发出了一种新的清根方法, 能够用车削加工即能保证尺寸精度, 也能保证加工表面质量。车刀沿着曲轴拐颈的偏心转动方向。这同步运动的功能是由西门子84 0D 控制系统来实现的。为了取得完美的清根轮廓, 在x 和Z 轴插补进行同步运动。进给运动覆盖X、Y 、C轴插补运动, 如果必要还可以包括Z 轴插补。影响车削结果的切削速度包括, 曲轴拐颈的旋转运动和刀具的同步运动( 图3 ) 。
W FL 为车铣中心的为曲轴生产配有特别的软件包— 一种智能化和被实际验证过的技术方案,这些都可为用户带来更加简单和省时的加工。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








