
1. 背景
近几年来,高速切削技术已进入一个迅速发展的重要时期,现已成为金属切削发展的方向之一。因此,与之相适应而生产的HSK 接口的高速切削加工机床越来越多,越来越广泛。目前,国外的机床制造厂家都有自己的这种过硬产品,并开始大量涌入我国。
为了跟上世界机床发展趋势,大连高金数控集团2006 年开始研究生产HSK 接口高速主轴,但是由于公司加工技术和工艺手段上的很多难点无法解决,一直没能很好地加工出这种合格主轴。后来,我们根据需要对技术水平、加工设备及测量仪器进行了不断更新,现已成功加工出合格的HSK 接口的主轴,为大连机床集团制造国产HSK 接口高速加工中心做好了充分技术准备。
2. HSK 主轴加工难点
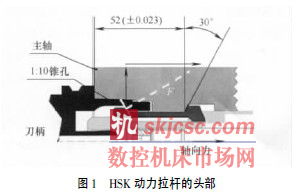
首先,我们得先了解HSK 接口主轴内孔的特点,以OTT HSK63 拉刀装置为例。OTT 生产HSK63 拉刀机构及其原理如图1 所示,拉杆在弹簧拉力下,拉刀瓣因径向力作用产生向上运动,最终紧紧将刀瓣靠在刀柄加工难点分析如下:主轴孔内两头有角度的端面上。
( 1) 加工主轴前端面必须要与加工的1∶ 10 锥孔垂直,这是因为主轴前端面与1 ∶ 10 锥孔要同时定位。加工误差会对检测直接造成影响,如图2 所示,其中A、B、C 为检查棒简图理想状态,A'、B'、C'为主轴加工误差造成检查棒偏差。
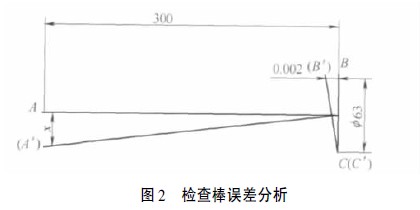
要保证主轴前端面与1∶ 10 的内孔垂直度,一般设计上要求该端面圆跳动应小于0. 002mm。从图2我们知道,检查棒( 由A、B、C 组成) 插入主轴孔并在拉力作用下,紧紧地靠在主轴前端面时,在没有加工误差情况下,HSK63 检查棒垂直度、跳动误差为零。当加工出现偏差0. 002mm 时,HSK63 主轴前端面接触直径为63mm,假设端面63mm 最大直径上跳动为0. 002mm,检查棒偏差状态如A' B' C',根据相似三角形原理: 0. 002 ∶ 63 = x ∶ 300,得x =0. 009 5mm。从理论上讲,若前端面径向最大点跳动误差为0. 002mm, 则300mm 长检查棒偏差值为0. 009 5mm ( 跳动误差实为0. 019mm) 。可以看出,前端面误差对检查棒的影响程度( 这里我们把检查棒看成刚性体,实际上误差小一点) 。上述分析说明,HSK50、HSK30 在前端面微小误差,对300mm长检查棒来说跳动误差影响会更大。
( 2) 主轴1∶ 10 锥孔后端300mm 处端面,必须与前端面平行。主轴前端面与刀柄后端面拉紧前本来有一定的间隙,当在拉力的作用下间隙消除后,上述端面因不平行,使受力方向发生偏移。此时,HSK主轴1∶ 10 锥孔在力的作用下必会产生一定的变形,若受力不均而造成偏移,1∶ 10 锥孔的定位作用会发生变化。当最终刀柄与主轴锥面和主轴两个端面同时定位和夹紧时,检查棒300mm 处会因此产生跳动误差。
为了确保上述垂直、平行的要求,我们采用的磨削加工关键技术是: 1 ∶ 10 锥孔、前端面、300mm后端面在不旋转磨床工作台的前提下,一次性装夹加工出来,从而有效地保证了主轴一次加工的合格率达到了95%。
3. 测量手段及关键工艺设备
要实现上述要求,加工过程中还要有必要测量手段、关键工艺设备及技术保证。
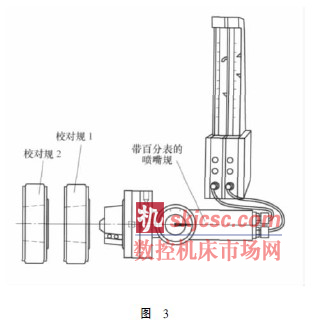
( 1) 要有一台高精度HSK 气动电子测量仪,两个测量量规( 一个为通规,一个为止规) 时刻监视磨削现状,如图3 所示。
( 2) 要有一个用于测量内孔300mm 锥面到主轴前端面距离为( 52 ± 0. 023) mm 的测量仪。
( 3) 要有一台数控磨削机床,最好是磨削中心。我们使用瑞士克林贝格磨削中心,其特点是有一片端面磨削砂轮, 可以保证端面磨削精度达到0. 001mm 以内。
4. 加工注意事项
具备上述基本条件后,实际加工还应注意的事项有:
( 1) 前端面应首先磨平,然后再粗磨1∶ 10 锥孔大端到工艺尺寸,用自制工装检测一下。其作用一是1∶ 10 后端300mm 锥面与主轴前端面( 52 ± 0. 023) mm 尺寸留量是否足够,否则,尺寸若小于52mm 或加工余量不够均会造成废品,浪费不必要人力、物力; 二是磨削1∶ 10 锥孔时,若不小心磨大了,易造成端面接触,锥面的测量会不准确。
( 2) 磨削主轴1∶ 10 锥孔,内孔磨头需要进行x、y 两个方向的合成运动。随时校正锥孔精度( 使用气动电子测量仪) ,当1∶ 10 锥度磨削基本准确后,最后一次精磨时,校正角度微小误差时,应尽量不要修整砂轮,而采取进行无火花的磨削( 主要是减少金刚笔修整砂轮产生误差) ,直到磨削合格为止。
( 3) 在锥孔磨削1∶ 10 锥度合格基础上,再磨1∶ 10 锥孔后300mm 处端面。最后用前端面保证 ( 52 ± 0. 023 ) mm 尺寸要求即可( 用KELCH 测量仪) 。
5. 结语
总之,主轴HSK 接口内孔加工是一个加工难度较高的技术,除了要有正确的加工方法之外,还要有必要的工艺手段和测量仪器。有了上述保证,一个合格的HSK 主轴磨削加工就不会有大问题了。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








