
精密复杂结构件的加工广泛采用五坐标数控铣床实现,加工用数控程序采用集成化的CAD/CAM软件利用计算机交互编程生成。在企业实践中,UG软件应用较广,在UG软件中生成的前置文件为类APT源程序的ASCII文本文件,其结构即与机床的具体结构又与数控系统有关,后置处理是生成机床指令直接驱动数控机床运动,对保证数控加工的质量至关重要。
基于UG的后置处理方法有3种:第1种方法是利用UG自带的Postbuilder模块进行后置处理,此方法对于三坐标铣床等简单的结构和功能的机床具有良好的处理效果,方便易用。对于复杂的机床和特殊的数控系统,不能够仅仅通过菜单交互定义操作选项构建机床后置处理器,必须通过TCL/TK语言构建命令处理函数,由于Postbuilder的核心变量和函数未完全公开,因此,在使用TCL/TK构造的后置处理器不能够较好地实现处理功能,且生成程序速度较慢,程序生成后对不完善之处必须进行手工修改,比较费时费力,容易出错。第2种方法是使用FORTRAN和C++等计算机程序设计高级语言编写处理程序,但对编程人员要求高,程序编制和调试的工作量大,需要反复修改程序代码和进行测试,开发时间长。第3种方法是使用如IMSPOST等的商品化通用后置处理软件,通过交互操作,定义专用机床的数据接口,方法简单,容易执行。
本文提出了基于UG的CLSF文件利用前述第3种方法进行后置处理,构建了五坐标数控铣床V1-200.2T的后置处理器并实现了程序转换,最后通过实例验证了所提方法的可行性。
1 关键技术
1.1 开发流程
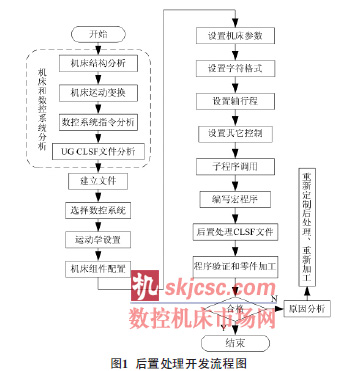
基于IMSPOST的开发流程,如图1所示。
1.2 运动变换算法
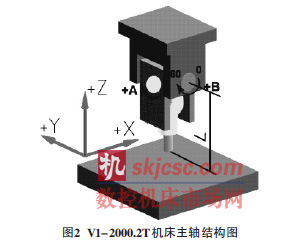
如图2所示,五坐标数控铣床V1-2000.2T为3个移动坐标X、Y、Z和2个转动坐标A、B五坐标联动,从机械结构上看,A坐标转动副安装在B坐标轴上,因此,将B称为定轴,A称为动轴。通常也将B轴称为独立轴,也就是第4轴,既A轴转动时不影响B轴的旋转方向和旋转平面;同理将A轴称为依赖轴,也就是第5轴,其旋转方向和旋转平面受B轴旋转运动的影响。机床A坐标范围极限为[-30,30], B坐标范围极限为[-100,100]。
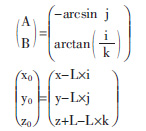
设在后置数控程序的坐标运动变换过程中加工刀具的刀位参考点位置不变,在机床坐标系中刀位参考点坐标为P0 ( x0,y0,z0),在UG软件中前置类APT文件中刀位参考点(即刀具转动中心点)为P(x,y,z)。|PP0|=L,称为机床的转心距,P点为B轴转动副中心。则有:
1.3 程序指令开发
分析MACS508数控系统的指令,典型的数控程序如下:
%555 (程序开始,文件名555)
(L = 350) (注释语句)
G77H7930L1=350 (Z向自动对刀)
N1T10102(第1把刀,长度和半径补偿地址为01和02)
N2G90G54
N3A0B0N4G01X0Y0Z500000F2000 (移动指令单位为μm)
N3G01M03S2000
N4X-857501Y-163658
N5Z120
N6X-557498Y-282721A4643 (A角为4.643°)
N30X-879738Y-145703B0001
N31X-783587Y-189559Z180106A-4835B-2161
N32X-899914Y-176776Z230112A-4705B-2421% (程序结束)
基于IMSPOST的后置处理器需要通过菜单交互定制可选项,如图3所示,对于复杂的专用指令需要专用的系统脚本语言编制宏程序和子程序实现功能。
2 应用实例
如图3所示,选择典型的壁板件进行验证得到正确的加工结果。
3 结语
本文提出了针对UG软件生成的刀位CLSF文件的IMSPOST后置处理器的构造方法,通过典型的壁板程序编制和加工验证了方法的可行性,提高了数控编程能力。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








