



1 、零件概述
1.1 通常把L/D 大于20 就定位于细长活塞杆,此项目的比值大于90。为典型的细长活塞杆,此类零件在加工中切削力、重力、顶尖顶紧力和热变形的作用下,横向的细活塞杆很容易产生弯曲、椭圆等现象。要提高细长活塞杆的加工精度,就需要控制加工工艺,合理选择刀具、切削参数和必要的辅助工装等。
2 、加工难点分析
2.1 细长轴变形控制
(1) 毛坯直线度校直,活塞杆虽然回火后进行了校直处理,由于工件过长、应力的释放、中途吊装转运和自身重量的因素,活塞杆会产生一定的变形,到车床上校调中直线度会产生30-40mm 左右弧形, 本次采用氧气加乙炔对凸起的部位进行高温烘火,利用800 多度的高温软化局部组织,靠活塞杆本身的自重或者重物锤压的方法对局部校直,在整枝校直期间采用了滚轮旋转法,5 付滚轮摆放在调整好的垫铁上,在校调时,通过对凸起部位的烘火加旋转活塞杆来控制直线度,把毛坯20 米的活塞杆直线度控制在10mm 以内。
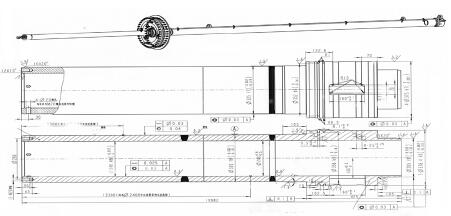
1-1 零件图纸
(2) 车床上直线度的找正(排挡的车削),因为粗车时活塞杆的自重和旋转时的离心力等现象,所以不可能用常规的一夹一顶的方案,只能用中心架支撑,所以对排挡的要求较高,由于此活塞杆过长,需3 个中心架支撑。本次采用自制的调整器工装方案处理(见图2-1),调整器的外圆架在车床的中心架上,通过调整器上6 只M24 的螺栓来调节活塞杆的中心,选用YT15-90°焊接偏车刀车削排挡位置。
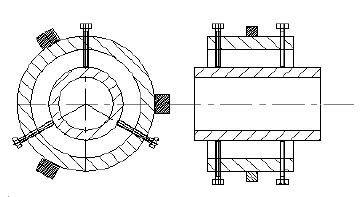
图2-1
(3) 车削细长工件车削采用一夹一顶的形式,中间配中心架或者跟刀架车削,在通常的车削时是会产生热量致使工件轴向伸长(热变形),随着加工时的温度的升高,工件直径胀大,待工件冷却后则形成圆柱度和直线尺寸的误差,用顶尖车削时,热变形将使工件伸长,导致工件弯曲变形,加工后将产生圆柱度误差。由于45 钢:在20——100° C 时,线膨胀系数为:11.59×10^-8(C^-1),加工时可能会出现的伸长δ= 热膨胀系数× 总长度*× 温度变化;δ=11.59×10^-8(C^-1)×19980×100 ≈ 24mm。为了防止出现以上可能出现的现象,本次采用反向车削法,左端四爪卡盘卡爪上垫小铜块,减小加紧时的接触面积,避免夹紧时产生弯曲力距,配合中心架和跟刀架同时使用,增大切削液的浓度和流量,降低切削速度,切削量控制在3mm 以内;尾座顶尖选用弹性顶尖,在活塞杆切削产生热膨胀时顶尖自动后退,可避免热膨胀引起的弯曲变形。
2.2 刀具的影响
(1) 粗车时车刀后刀面α 角度不易过大,控制在小于3°,副后刀面夹角α1 小于5°,刀尖需修磨R2 的圆角。因为粗车时活塞杆切削量较大,旋转时的离心力,所以,粗车时会产生断续切削,产生振动,刀具容易崩碎,所以对刀具的角度的选择尤为重要。本次选择的角度α< 3°,α1 < 5°,保证了刀具的强度,改善切削刃受力状况和散热条件,提高切削刃强度和抗冲击能力,在车削时刀尖高度高于工件中心0.5mm,有利于正常的车削加工,可有效预防崩刀和振动等现象。
(2) 精车、半精车时选择前角为6°,主偏角95°,副偏角5°,刀刃角5°的镀钛硬质合金机夹车刀,采用以上刀具,可以减小切屑被切下时的弹性变形和切屑流出时与前刀面的摩擦阻力,减小切削力和切削热;提高切削刃强度和抗冲击能力,在车削时刀尖高度高于工件中心0.5mm,有利于正常的车削加工,可有效防止振动等现象.
(3) 切削参数的选择
①转速n 的选择,粗车时硬质合金车刀Vc 选择60m/min, 转速n 为83r/min;精车和半精车时选择镀钛硬质合金机夹车刀Vc 选择90m/min, 转速n 为130r/min。
② 背吃刀量(ap)=(dw-dm)/2, 粗车(235-225)/2=5mm; 半精车(225-222)/2=1.5mm; 精车(222-220.6)/2=0.7mm,留磨量0.6mm。
③进给量(F)粗车:F=n*f=83*0.2= 16.6mm/min;半精车和精车F=n*f=130*0.1= 13mm/min。
3 、结束语
细长活塞杆车削加工在液压启闭机行业是较为常见的一种加工方式。由于细、长刚性差,车削时产生的离心力、热变形等因素,很难保证加工质量。通过采用合理的加工工艺,合适的工装,选择适当的刀具和切削参数,可以保证活塞杆的加工质量。通过本次对迪斯尼超长油缸的加工,认识到加工超长活塞杆中承在的问题,本次得到了处理,为以后加工更大更长的超大型液压启闭机做准备。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

