



车床快速对中心高尺
2017-3-28 来源:汕头市高级技工学校 作者:李贵长
摘要:车床快速对中心高尺是在车床上安装车刀时测量车刀垫片高度使用的一种实用快捷的量具,经车床对中心高尺测量,能准确地测得车刀刀尖距离工件的中心高度差值是多少,操作者可以直接找到相应规格尺寸厚度的垫片垫在刀架上快速安装好车刀,使对刀快速、准确、方便。
关键词:车床;中心高;对刀尺;车刀;安装
在使用车床加工零件过程中,经常需要装拆更换不同的车刀。在车床刀架上更换不同的车刀时,都需要调整车刀下面放置的垫刀片厚度,使车刀刀尖与工件旋转中心等高。在每次对车刀中心高时,都要反复装拆车刀,调整垫片厚度,重复多次,这样既费力也费时。如果能把车刀对中心高所需要的垫片在装刀前完成,那么装刀过程简单又不费力,这样装刀时只需要把选得垫片厚度的车刀直接装到车床刀架上就可以使用。解决车刀原本在对刀过程中出现不准确和费时的问题,为操作者提供方便。
1.车刀中心高对车削加工的影响
“车工一把刀”,这句话说明车刀对车工的重要性。在车削加工时,车刀除了有正确的几何角度外,还要保证车刀安装时刀尖是否严格对准工件的旋转中心这个问题。
在车床上加工工件时,车刀装夹对车削加工有多方面的影响,尤其是刀尖高低的影响最为显著,直接影响车削能否正常进行、影响工件加工质量、影响刀具使用寿命、更影响操作者安全等等方面。所以在车削加工时,车刀对中心高应当引起每一位操作者的高度重视。
2.车刀对中心高时常出现的问题分析
在普通车床和数控车床加工零件时,各种车刀对准中心高是车削前的基本工作,但在对车刀中心高时经常会出现以下问题:
1)操作者在装刀过程中,要反复调整垫片,如果没有合适的垫片时,对刀将陷入多次循环重试过程,来回更换操作麻烦,花费大量时间,影响效率。
2)操作者在数控车床上用试切法对车刀中心高时,还会出现以下几种情况:
(1)机床处于运转状态,对于操作者来说难免存在畏惧心理,此时操作者容易出现错误的判断;
(2)对刀操作时,受车床刀架部件结构给观察视线带来的影响,操作者要俯身近距离判断,这样容易对操作者的生命安全构成威胁;
(3)车床车削至中心点时,如果车刀过高或过低时,操作者处理不当,车刀容易出现崩刀现象,影响车刀的正常使用;
(4)如果视线方向不是沿着车刀刀尖的水平方向观察,会造成视线误差的影响,此时车刀刀尖往往是高于车床主轴中心线,会给操作者造成误判断。
3)通过多次试垫片过程最终完成对刀,但在夹紧时,垫片与垫片之间存在间隙,垫片越多,间隙越大,夹紧越容易出现车刀下降,若下降严重,仍需重新对刀。
4)因车床对中心不准确导致车刀损坏,需要重新刃磨车刀,占用了刃磨车刀和安装刀具等辅助时间,影响加工效率,如此反复,会造成操作者厌烦心理。
3.车刀对中心高尺设计说明
3.1 组成结构
1.底座;2.游标量筒;3.固定量柱;4.拉柄;5.压杆;6.偏心轮;7.支架;8.车刀;9.垫片;10.弹簧;11.可调螺钉;12.螺栓等组成(如图 1)所示。
3.2 设计原理
车刀对中心高尺的测量设计原理与高度尺相类似,固定量柱刻度一格为 1mm,游标量筒刻度一格为 0.9mm,可测得精度值为 0.1mm。游标量筒可根据测量需要上下移动,当测量车刀中心高度时,游标量筒的“0”刻线与固定量柱“0”刻线对齐,此时车刀刀尖与车床主轴回转中心等高,如果游标量筒上的“0”线在固定量柱“0”线之下时,差值即为车刀需要垫高的高度。
如下图所示,读数分为以下 3 个步骤:(1)读整数,首先读出固定量柱上游标量筒“0”线以上的整毫米值,固定量柱每格为 1mm;即读出整数值为 2mm。(2)读小数,找出游标量筒与固定量柱对齐的刻线格数,乘以刻线精度 0.1,得到小数值,即小数部分为6×0.1=0.6mm。(3)两数相加,2mm+0.6mm=2.6mm,2.6mm 即为车刀所需垫片厚度值(如图 2)所示。
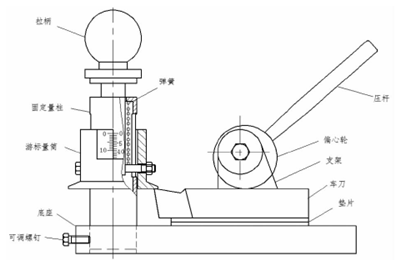
图 1 车刀对中心高尺示意图
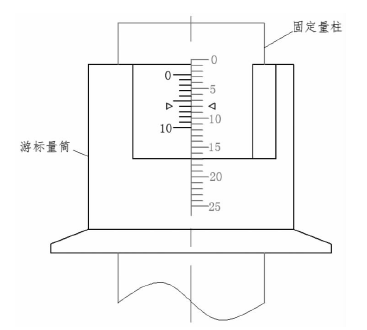
图 2 测量读数示意图
3.3 使用说明
初次使用车床快速对中心高尺时,根据对应车床的中心高,松开底座的可调螺钉,上下调整固定量柱至测量面与底座距离等于车床中心高度值,锁紧可调螺钉,方可使用。
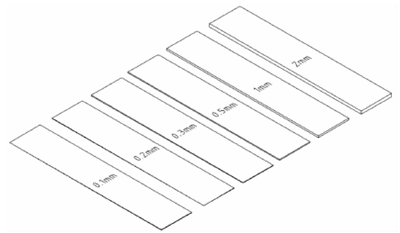
图 3 规格垫片
车床快速对中心高时,向上提拉柄,螺钉带动游标量筒向上移动,把车刀放在底座平面上,压杆下压利用偏心轮把车刀固定,游标量筒在弹簧的作用下向下移动测量,获得测量读数。
3.4 规格垫片
在车床上配套 0.1mm、0.2mm、0.3mm、0.5mm、1mm、2mm 厚度垫片若干数量(如图 3)所示(注:应在垫片上刻上相应厚度尺寸数字,在选用垫片时直观方便),对刀时根据测量出的中心高度差,选择相应尺寸的垫片,选用时尽可能减少垫片数量,优先选择厚垫片,尽量避免因垫片之间不平整对车刀装夹带来影响。
4.车刀对中心高尺的使用效果
4.1 缩短装刀时间
使用车床快速对中心高尺安装车刀时,一次即可准确完成对刀操作,车刀所需要垫片厚度可直接测量读取,垫片厚度尺寸规格化,可减少对刀过程反复增减垫片调整次数,有效缩短辅助操作的时间。经实验对比,使用车刀对中心高尺后正确安装 1 把刀具约节省 2 到 3 分钟的时间,若切削一个复杂的零件需要安装 4 把刀具,那么将节约差不多 10 分钟的辅助时间,显而易见,这能使操作者把更多时间用到机动加工操作中,提高了生产效率。
4.2 保证加工质量
使用车床快速对中心高尺安装车刀时,保证了车刀刀尖的准确对中,从而保证了车刀在车削时具备正确的几何切削角度,减少刀具与零件表面间的摩擦,提高了刀具的耐用度,使车削达到要求的粗糙度数值,减少车刀中心高的误差对尺寸精度控制的影响。
4.3 保证操作安全
使用车床快速对中心高尺安装车刀时,操作者能正确地调整好车刀中心高,可避免因车刀安装过高或过低,车刀几何角度发生变化,车削时受切削力变化的影响,导致车刀的损坏或工件的飞出,造成安全事故,不利操作者安全。
4.4 降低损耗成本
使用车床快速对中心高尺安装车刀时,崩车刀的现象减少,修磨车刀的次数也随之而减少,同时车刀、砂轮、用电量等消耗也减少,这就符合实际生产要求和经济指标。
5.结束语
在工件的车削加工过程中,工件装卸、刀具调整等辅助时间,占加工周期中相当大的比例,其中刀具的调整费时费力。统计资料表明,1个工件的加工,纯机动时间大约只占总时间的 55%,工件装夹和车刀安装等辅助时间占 45%。因此,车刀对中心高尺便发挥出极大的便利性。从安全、实用、节能、方便的角度,车床快速对中心高尺适用于普通车床和数控车床生产的需要,解决了车刀安装费时、不准确和操作安全的问题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

