



基于宏程序车削变槽宽变导程复杂螺纹的研究
2018-11-26 来源: 河北师范大学职业技术学院 作者:刘春利
摘要: 变导程螺纹虽然应用广泛,但其加工效率和加工质量一直是个共性难题,尤其是变槽宽变导程螺纹的加工更是难之又难。文中在对变导程螺纹的螺旋线进行数学建模的基础上,结合 FANUC 系统数控车床操作具体实例,巧妙利用宏程序优越功能准确快速地车削完成变槽宽变导程螺纹,最终高质量高效率事半功倍地完成复杂变导程螺纹的加工
关键词: 数学建模; 宏程序; 车削; 变导程螺纹
0 前言
变导程螺纹在机械、煤矿、冶金、航空工业中应用普遍,在航空传输机械、饮料挤压机械、饲料机械、船舶上的变导程螺旋桨、高速离心泵上的变导程诱导轮、变导程螺旋桨动力装置以及前转向悬挂上的变导程弹簧减震器等方面都有关键的应用。
变导程螺纹虽然应用广泛,但其加工一直是个难题。以前的加工方式通常是在普通车床装夹一套辅助装置 ( 凸轮变速机构) 实现变速加工,虽然能保证精度,但要求操作工人技术娴熟,设计成本较高,调速增量较麻烦,出现加工质量和效率低的状况,尤其是变槽宽变导程螺纹的加工更是难之又难,几乎普通车床无法加工。
在国内对变导程螺纹螺旋副的研究只是刚刚起步,国外已经有学者对变导程螺旋传动机构进行了相关研究。Ming J TSAI 等对变导程螺旋传动机构的传动效率进行了评价分析,CHIO]对变导程螺旋传动的动态特性从理论上进行了分析。文中主要针对变槽宽变导程螺纹螺旋线进行数学建模,同时利用FANUC 系统数控车床宏程序的独特优势对变槽宽变导程螺纹车削进行了研究。
1 、变导程螺纹螺旋线的建模
航空航天火箭发动机内壁外表面上的螺旋槽的中心线是变槽宽变导程螺旋线,在数控机床加工此类复杂螺旋线的螺纹时,编制其数控加工程序必须得到螺旋线的数学模型,否则无法编制其加工程序。
1. 1 螺旋线的数学模型
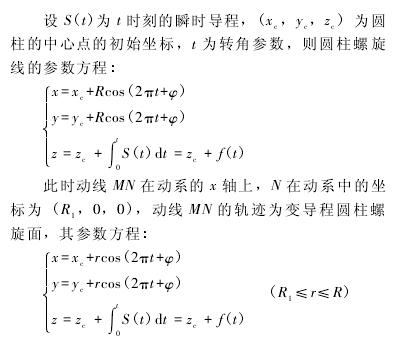
如图 1 所示,动点 M 位于动系的 x 轴上 ( R,0,0) ,动系 z 轴绕定系 Z 轴匀速旋转,动系原点 O 沿 oz轴作变速直线运动,测动点的轨迹为变导程圆柱螺旋线。
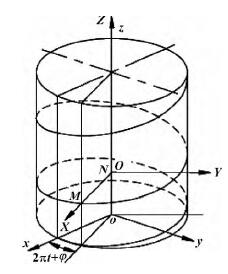
图 1 螺旋线数学模型
1. 2 圆周方向展开后的螺旋线
变导程螺纹的表面是一个螺旋面,加工时螺纹车刀切削刃上任意一点的轨迹是一条螺旋线,沿圆周展开为一直线,见图 2。图 2 中横坐标为圆周长,纵坐标为导程 ( 螺距) ,由于是变导程螺旋线,相邻圆周直线段的斜率不同,每一直线段的升角增量为 Δα,其数值经螺旋线的数学模型公式推导为:
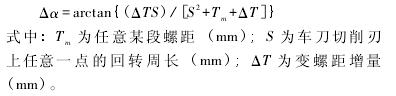
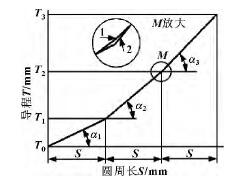
图 2 圆周方向展开后的螺旋线
从上式可以得出 Δα 与螺距增量、槽宽增量以及综合螺距变化之间的关系,当 Δα 较大时,为了保证两相邻螺旋线间平滑过渡,可以采取近似圆弧 ( 精度高) 或直线连接 ( 精度不高) ,见图 2 中的 M处放大图中线 1。
因此,可看出整个变螺距螺纹螺旋线是由两组相交曲线组成。因此对于变槽宽变导程螺旋线螺纹加工,必须在过渡处修正。
2 、数控车床及宏程序指令
数控车床是综合应用计算机、自动控制、自动检测及精密机械等高新技术的产物,是技术密集度及自动化程度很高的典型机电一体化两轴加工设备。数控车床具有加工零件精度高、产品质量稳定、自动化程度高、减轻操作工人的体力劳动强度、大大提高生产效率、能完成普通车床难以加工或根本无法加工的复杂轮廓等特点。
宏程序是采用变量组合方式而形成的加工程序,在数控车床提供两类用户宏程序,即 A 类宏程序和 B类宏程序。它可以通过灵活运用各种算术和逻辑运算、转移和循环等命令,实现对程序段流向的控制,只要变更变量的不同赋值即可完成不同零件的加工。用户宏程序与普通程序的区别在于: 在普通程序中,只能指定常量,常量之间不能运算,程序只能顺序执行,不能跳转,因此功能是固定的,不能变化。
而在用户宏程序本体中,能使用变量,可以给变量赋值,变量间可以运算,程序可以跳转; 变导程螺纹的加工就是充分利用了宏程序这一特点来加工完成的。
3 、FANUC 系统数控车床的加工螺纹指令
FANUC 系统数控车床具有变导程螺纹车削功能,切削指令为 G34。指令格式: G34X( U) _Z( W) _F_K_其中,X、Z 是绝对编程时,有效的螺纹终点在工件上的坐标系中的坐标值; U、W 是增量编程时,有效螺纹终点相对于螺纹起点的增量; F 是螺纹起点的导程; K 是螺纹导程的变化量,其增 ( 减) 量的范围,在系统参数中设定。采用普通方式编程编制加工变导程螺纹的程序非常繁琐,尤其是对于双变复杂螺纹编制过程中常常出现诸多困难,此时,可以充分应用 FANUC 系统数控车床的宏程序功能。
4 、变槽宽变导程复杂螺纹加工实例
变导程螺纹是指槽宽或牙宽均匀性按等差数列变化的特殊型螺纹。根据实际需要主要有 3 种形式: 第一种是指槽宽不变而牙宽均匀性变化的变导程螺纹( 见图 3) ,第二种是指牙宽不变槽宽均匀性变化的变导程螺纹 ( 见图 4) ,第三种是指牙宽和槽宽都均匀变化的变导程复杂螺纹 ( 见图 5) 。第一种和第二种是比较常见的,关于这两种的加工相关论文较多,这里不再赘述,我们重点研究第三种复杂螺纹的车削加工。
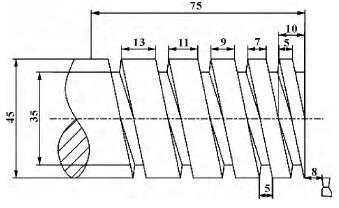
图 3 等槽变牙宽变导程螺纹
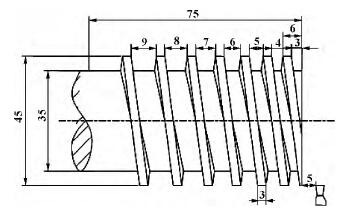
图 4 等牙宽变导程螺纹
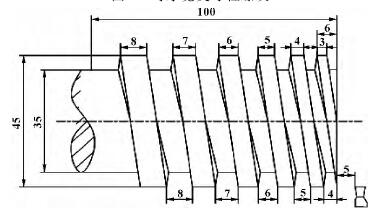
图 5 变槽宽变牙宽变导程螺纹
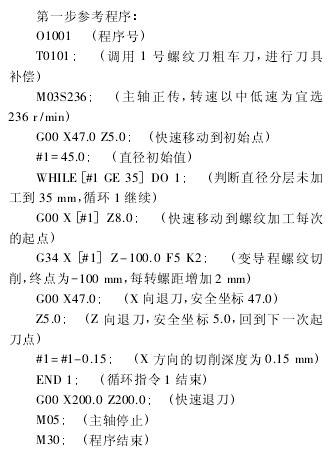
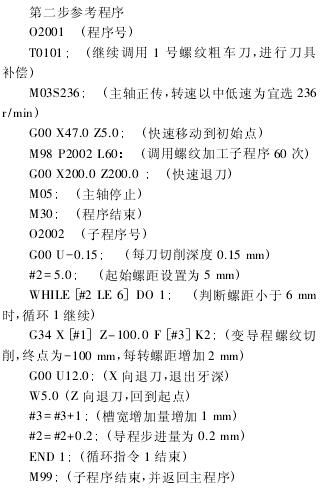
下面以 FANUC 系统数控车床加工图 5 变槽宽变牙宽为例进行分析和程序举例:分析: 对于图 5 变槽宽变牙宽复杂螺纹的车削过程可以分解成 3 步,第一步将图 5 加工成图 6 的等槽宽变导程螺纹 ( 类似于图 3) 。加工第一步后,等槽宽为 4mm,牙宽分别为 3、5、7、9、11、13,比图 5牙宽分别增加 0、1、2、3、4、5,恰好为槽宽应该增加的部分,因此我们进行的第二步是用螺纹刀将多余牙宽为 0、1、2、3、4、5 切削成槽宽即可,这一步为了简化程序编写,我们引用子程序。
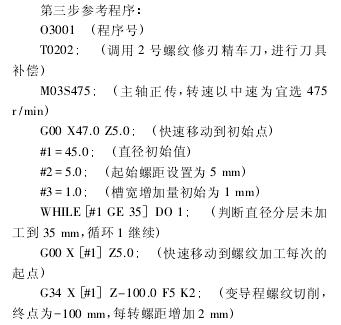
第三步是调用带有修正功能的精车刀修正前两步粗车加工的变导程螺纹,由于此时的螺纹刀要一步步进行对前两步粗加工的修刃精加工,所以刀宽与前两步的刀宽小。在此,经过分析,使用宏程序要引入 3 个变量,即除了一个 X 方向的进给量 [#1] 切削深度为 0. 15 mm,一个 Z 向的导程步进增加量 [#2] 为 0. 2 mm,还需设置一个槽宽每次增加量 [#3] 为 1 mm。
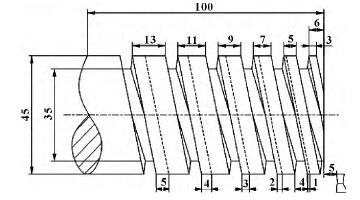
图 6 图 5 第一步加工后的变导程螺纹

5 、结束语
从上例编程实例可知,用数控车床加工变槽宽变导程螺纹时,将宏程序的优越功能巧妙地运用到车削复杂的变导程螺纹时,大大精简了操作者编制程序而且可读性强,易于检查,同时可随时根据图纸加工尺寸改变宏程序变量,准确地完成复杂变导程螺纹的加工,能很迅速解决其加工效率和精度低的问题,保证加工质量。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

