



车床加工高密度海绵的探索
2019-4-3 来源:中国工程物理研究院 作者:王华 邵文普 曹盖
摘 要:海绵是一种非常软的物质,属于成型产品,稍有压力极易变形凹陷。若在车床上再次加工,很难保证海绵在加工过程中不受力变形,从而保证其尺寸。有关海绵的切削加工,在书籍以及自己实际的工作中并没有遇到过,无从借鉴。在加工过程中,经过多次试制,设计海绵专用工装,调节合适的切削参数,终于实现了大厚度海绵在车床上的切削,保证了加工任务的圆满完成,同时也为今后切削加工海绵提供方法和参考。
关键词:海绵工件;车床;机械加工;特殊刀具
1、 海绵简介
海绵在行业内区分的方法是以密度来划分的,密度<18kg/m3为低密度海绵,密度在 18-45kg/m3 为中密度海绵,密度≥45kg/m3 为高密度海绵。
笔者所加工的海绵属于密度≥45kg/m3 为高密度海绵,它具有吸收外力、手感细腻、柔软、舒适的特点,在汽车、家私、保健、玩具等行业能够满足多种市场需求,海绵制品一般为成品件,若在车床上再次加工,难以装夹且没有合适的切削刀具。
2、 海绵加工分析
在工作中曾多次接触海绵的加工任务,所要加工的海绵一般仅有 10mm 厚,且形状多为长方形或正方形。钳工使用刀片直接划分就可以保证产品成形。
此次需要加工的材料为 80mm 厚的高密度海绵。要求加工形成圆筒形,如图 1 所示。海绵工件外形尺 寸Ф100mm×Ф60mm,长度为 80mm。如果采用以往钳工的方式,即用刀片一次划割,并不能划透,需要分几下才能完全划割开来,但其边框并不平整,而且 Ф60 及 Ф100 两端会形成锥度,一头大一头小非常明显,很难达到尺寸要求。故手工划割根本不能满足图纸的尺寸精度要求,外观效果也并不理想。
3、 工艺分析及制定
接到此加工任务时,笔者凭借多年的工作经验,确定需在普通车床上加工此工件。但普通车床车削这种大厚度海绵时有以下两个方面需要仔细考虑
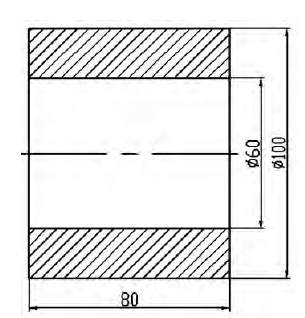
图1 高密度海绵加工件
(1)由于海绵比较柔软,无法在车床上直接装夹,首先就要解决装夹的难题。
(2)由于海绵弹性好的特性,普通刀具根本无法完成海绵的车削,需要笔者磨制一特殊的刀具完成机械加工。
3.1 装夹方案的确定
为解决海绵工件的装夹难题,笔者结合多年的加工经验,设计专用工装,如图 2 所示。首先加工一木制靠胎具,靠胎具大外圆 Ф200mm,另一头加工一个台阶外圆,外径大小适合卡盘装夹即可。由于 Ф200mm 的端面要和海绵接触,为了保证接触可靠不会自转应适当增大海绵与靠胎之间的摩擦力,所以靠胎具表面粗糙度应在 12.5um。然后选择重量较轻的有机玻璃加工一件顶盖,顶盖外径要小于Ф60mm,加工成 Ф55mm,厚度 10mm,与海绵接触一面的粗糙度为 12.5um。装夹过程中先把木制靠胎装夹在车床卡盘上让海绵与胎具表面接触,再由尾座使有机玻璃顶盖轻轻接触海绵表面保证海绵不会下落,整个过程一定要轻,力量重了将会使海绵凹陷变形。车削过程中,选择低运转主轴,一般不要超过每分钟 150 转。
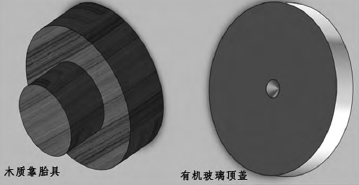
图2 海绵加工工装
3.2 刀具的解决方案
由于车刀要直接从海绵端面切入,切入深度为 80mm,因此要求车刀壁厚要非常薄,且刀具形状应设计为长窄形。

图3 海绵切削刀具
起初,采用切刀条磨制了一把车刀,试切后,发现厚度已经很薄的切刀条仍然不能满足要求,加工出的海绵表面粗糙度不好,且轴向尺寸变化较大。分析原因,得知由于切刀仍然过宽过厚造成,必须磨制一把长窄形并且厚度要更加薄的车刀才行,此时想象各种成型刀具均不能满足要求,而手锯的锯片属于长窄薄的类型,且刚性好,具有一定的强度,不会因为锯片过薄,切入海绵时发生让刀的情况。
在砂轮机上磨制了一把刀片,长约 150mm,宽约 7mm,锯片厚度 0.6mm,刀尖部磨制的类似一把水果刀,如图 3 所示。
刀磨好后,却因为它厚度太薄,无法装夹在刀架上,故又设计了一个刀套。取一件 80×50×25 的钢料,边缘 5mm处铣一条宽 5mm 深 10mm 的通槽,攻 2 个 M5 螺孔,刀片放在槽内,用螺钉锁紧,刀套直接装夹在刀架上,这样就完成了刀片的固定,如图 4 所示。
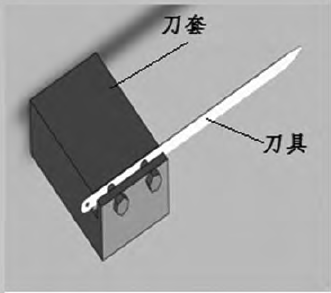
图4 刀具安装示意图
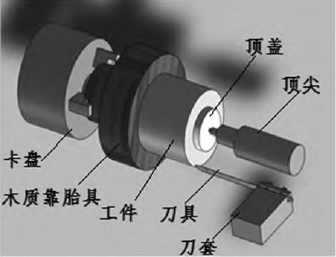
图5 海绵加工示意图
3.3 加工过程
工件及刀具装好后,如图 5 所示,选择低速运转主轴,不可以超过每分钟 150 转,走刀量每转 0.2mm。先将车刀沿海绵外径大于 Ф1000mm,大概 Ф120mm 出上刀,直接划入 80mm 深,然后退刀测量尺寸。测量尺寸后,根据测量值利用中拖板刻度,划割外圆及内孔,退开尾座,取下工件,经测量 Ф60 及 Ф100 的两端面锥度大约在 0.2mm 以内,表面非常光滑,没有接刀痕迹,工件加工完成。
4、 结束语
本文简要介绍了笔者车削海绵时的经验体会,着重分析了海绵车削加工时遇到的加工难题以及在车削过程中总结的一套行之有效的加工方法。此种加工方法操作简单,非常适合于海绵类零件的车削,有推广价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

