



LOGO!对CW6163B型车床的数控化改造
2019-11-22 来源:广州市工贸技师学院 作者:钟文伟
广州市某机械设备加工厂内有一台老式车床,它使用年限长达30年,控制线路早已有多处破损,时有故障产生,已经严重影响了生产,但这台机床的本体尚是完好,购买一台全新的设备取代它大约要十几万。鉴于以上厂家领导找到我,希望我能对这台老式设备进行数控化改造,以最小经济代价让这台设备焕发新春。
接到任务后,来到厂家和他们技术人员进行对接,咨询一些有关该车床一些基本情况,想问对于这台设备他们想改造到什么程度,只是单纯完成原来的控制功能还是另外增加一些功能。由于历史久远,厂家技术人员无法提供相应的技术资料,原有的图纸早已丢失。对于这台设备他们有以下想法:
1.设备原有功能全部都要有,原有保护也都要有。
2.对设备控制箱改动最小,增加电动机的工作指示和故障指示。
3.要充分利用原有型号电气元件。
了解了他们想法,我确定了我的工作思路,首先我要对车床的动作流程要清楚,恢复车床的原电气原理图,然后分析它的工作原理,据此确定用什么PLC对其改造,再画出改造后的电气原理图,然后厂家技术人员一起确定该电气原理图的是否符合他们要求,最后按图接线完成改造任务。
一、恢复原有电气原理图
到了现场后,通过试车和跟线,最终确定原来的电气原理图如图1所示:
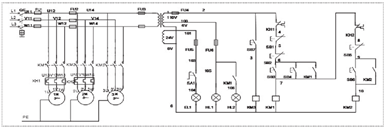
图1 原有的电气原理图
二、图1电气原理图原理分析
这台车床共控制三台电机,1M主轴电动机是单向长时间运行,2M冷却泵电动机也是单向长时间运行,而3M快速进给电动机是点动运行方式。
合上电源开关QF,为主电路和控制线路提供电源。控制线路分成三个工作电压,一个是接触器线圈的控制电压110V;一个是指示灯工作电压6V;最后一个是照明工作电压24V。
按下SA1,则照明指示灯EL1开始工作辅助照明;按下SB7,3M快速进给电动机开始点动运行;而1M主轴电动机和2M冷却泵电动机存在着一个顺序控制关系,冷却泵电动机一定要后启动,而主轴电动机还要二地控制。按下SB3或SB4,主轴电动机启动,然后按下SB6启动冷却泵电动机,按下SB5停止冷却泵电动机;按下SB1或SB2所有电动机均停止。
三、确定改造方案
根据上面简述的工作原理,以及厂家技术人员所提出技术要求,我确定改造方案所用PLC为西门子LOGO!,型号为LOGO!230RC。选择西门子LOGO!原因如下:
1.西门子LOGO!为小型PLC,基本不上占用空间,直接占用原变压器的位置。
2.西门子LOGO!可以直接带负载,它每个输出点可以带的电流为10A。
3.西门子LOGO!便宜,通过对原理分析想完成改造,要用8个输入点,4个输出点,只要一个西门子LOGO!基本模块就可以,而一个西门子LOGO!基本模块市场价500块就可以了。
4.LOGO!模块采用的220V供电,原来控制箱内有一根零线,不要另外改线。
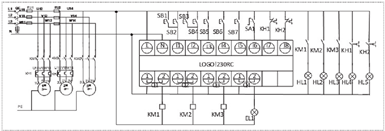
图2 完成改造电气原理图
1.西门子LOGO!现场元件信号对照表如表1所示。
2.完成改造后电气原理图。
原来电气原理图的主电路保护原样,只要把控制线路稍做修改。为了减少PLC输入点,我把二地启动和二地停止各只占用一个输入点,电动机的工作指令和故障指令,都是在外围线路,也不占用输入
点。通过这些处理方法,只要一个西门子LOGO!230RC基本模块就可以了,费用也减少了。完成改造的电气原理图如图2所示。
3.与图2所配套的程序图如图3所示。
表1 PLC的I/O现场元件信号对照表
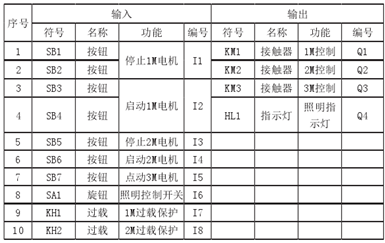
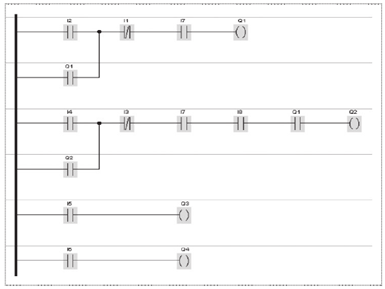
图3
四、与厂家技术人员确定方案
改造方案我确定以后,找来厂家技术人员,将上述图纸提供给对方,看对方是否有不同建议。由于这个改造方案只是用PLC替换了原来控制线路,控制各个电动机动作的接触器仍然是原来的,只是控制线圈的电压由原来110V变成了220V。在控制冷却泵的接触器KM2控制程序支路当中串入控制主轴接触器KM1常开触点,以形成顺序控制;过载保护KH1和KH2占用了二个输入点,在程序当中控制接触器KM1和KM2的断开,KH1断开主轴电动机和冷却泵电动机均停止,而KH2断开则只停止冷却泵电动机。这就是说,线路原来功能和保护全部都有。
这个改造方案中西门子LOGO!230RC占用原来变压器的位置,另外在控制箱的外壳增加了一个工作指示灯和二个故障指示灯,其余均为原来型号的元器件,用PLC取代原来的控制线路。在PLC外围利用三个接触器常开辅助触点接通三个工作指示灯,KM1吸合,则EL1工作指示灯亮;KM2吸合,则EL2工作指示灯亮;KM3吸合,则EL3工作指示灯亮;KH1动作,主轴电动机和冷却泵电动机均停止,EL4工作指示灯亮;KH2动作,冷却泵电动机停止,EL5工2作指示灯亮.对原来控制箱基本上没有什么改变,也增加电动机工作指示灯和故障指令灯,符合厂家的设计要求。
改造过程全部利用原来型号的元器件,对接触器线圈的工作电压由原来的110V,变成220V,照明指示灯的工作电压由原来的24V变成220V,工作状态指示灯的工作电压由6V变成220V,这样做的目的省去一个机床控制变压器,也便于统一管理后备元件。
五、完成接线,上电试机
与厂家的技术人员确认,按改造后电气原理图接好线,然后进行试机,符合厂家设计要求。本改造方案也比较经济,改造过程使用一个西门子LOGO!价值500,三个接触器价值100,六个指示灯价值20,再加上导线若干,价值100,总的成本在1000以下。经过一个时间运行,车床动作稳定,故障基本上也没有了,达到了设计要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

