


超大模数齿轮齿形加工技术应用
2019-11-20 来源:中信重工机械股份有限公司等 作者:张萍 刘成 刘景兰 郭锋勃
中信重工机械股份公司需要加工制造1件回转窑用大模数调质传动齿轮,根据常规齿形加工原理,需要模数为50、齿形角为20°的齿轮滚刀或盘形齿轮铣刀或数把指形齿轮铣刀。由于模数超大,公司刀具库无库存,采购如此超大模数的齿轮刀具,不但价格高、周期长、制作难度大,而且难以满足工件周期要求。为满足用户使用要求,采用非常规齿形加工方法,利用现有的模数40盘形齿轮铣刀粗铣齿 + 数控镗铣床TK6513插补粗铣、半精铣齿形+数控成型磨齿机ZP50磨齿,来完成大模数调质传动齿轮的加工。
1、非常规齿形加工
大模数、超大模数调质齿轮齿形的大致加工工艺流程为:粗铣齿槽 → 调质热处理 → 半精加工齿形 → 精加工齿形。由于粗铣齿槽时余量比较大,渐开线齿形远不成型,再之大模数、超大模数粗铣齿槽多选用盘形齿轮铣刀,因此,可以用尽量邻近目标模数的类似盘铣齿轮刀具进行粗铣齿槽,并控制余量;由于盘形齿轮铣刀粗铣出的齿槽齿形余量不均匀,为保证工件齿部热处理性能一致,粗铣齿后,再利用数控机床专用齿形程序控制插补铣齿面及齿根部,以获得均匀的齿形余量,保证良好的齿部热处理性能。热处后,为减小磨齿余量,提高磨齿效率,可以利用数控机床半精加工齿面及齿根部,最后使用数控磨齿机磨成齿形。
2、超大模数齿轮加工工艺流程
超大模数齿轮的具体加工工艺流程为:超大模数齿轮齿坯粗加工,按工艺标准预留热处理余量 → 齿坯超声波探伤 → 齿坯粗铣齿槽 → 齿坯热处理 → 齿坯半精加工,按工艺标准预留精加工余量 → 齿坯超声波探伤 → 齿坯精加工 → 齿轮齿形半精铣 → 齿轮齿形磨削精加工 → 齿轮螺孔、键槽等加工。
3、实例应用
3.1 粗铣齿
超大模数齿轮参数如表 1 所列。利用高效数控滚齿机 P3000/ 4000,选用库存同齿形角、模数为 40 的盘形齿轮铣刀进行粗铣齿,根据代用刀具的齿形和超大模数的实际齿形,控制齿厚最小余量。
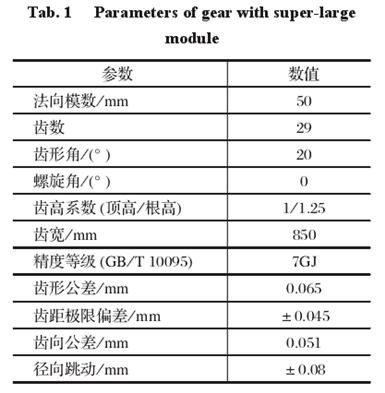
表 1 超大模数齿轮参数
3.1.1 粗铣齿槽
将滚齿机调整为最佳状态,工作台、滚齿胎具及齿坯清理干净,将滚齿胎具、齿坯依次调装于工作台上,齿坯基准端面与滚齿胎具端面紧密贴合,按工艺规范找正压紧。将选取的盘形齿轮铣刀安置于滚齿机铣齿刀架上,将超大模数参数通过操控面板输入到滚齿机,校正无误后自编程序,粗铣齿槽,控制齿厚最小余量。因盘形齿轮粗铣刀的近似有效齿高为 90 mm,而被加工零件全齿深为 112.5 mm。盘形齿轮铣刀粗铣齿如图 1 所示。由图 1 可知,齿轮渐开线齿形随模数、齿数不同而不同,且在同一圆上盘形齿轮粗铣刀齿形上点曲率与所加工齿轮齿形上点曲率不同,所以加工后齿轮齿形各点余量不均,从齿顶到齿根部余量逐步增大。控制齿顶最小余量不小于 6.5 mm。
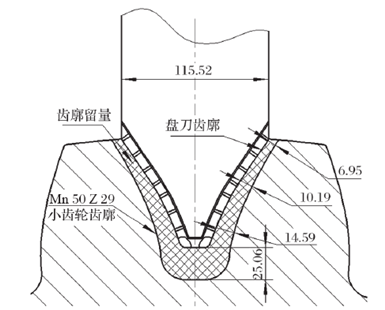
图 1 盘形齿轮铣刀粗铣齿
3.1.2 插铣齿形余量
利用数控镗铣床 TK6513 插补铣超大模数齿轮齿形,以保证齿形余量均匀,方便齿面获得相同的热处理。数控镗铣床 TK6513 根据齿形程序插补铣齿面及齿根部,为后续热处理打下良好的基础。选取步进量 0.5 mm,齿形单面留 6.0 mm 余量,如图 2 所示。
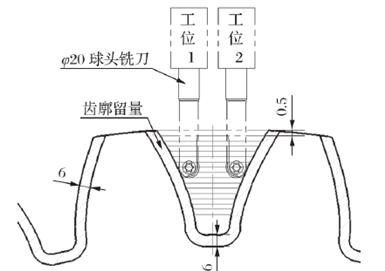
图 2 数控镗床粗铣齿廓
3.1.3 齿形半精铣
齿形半精铣目的是修正齿形热处理变形量,最大限度地去除齿形多余余量,以减小磨齿的磨削量,提高磨齿效率。热处理合格后,重新将齿坯装卡于数控镗铣床 TK6513上,半精铣,齿面单边留磨齿余量 1.0 mm,齿深留磨齿余量 0.5 mm。
3.1.4 齿形磨削精加工
采用大型成型数控磨齿机ZP50进行超大模数齿形磨削精加工,如图3所示。由于模数50的齿轮齿槽最大宽度为131.04mm,超出ZP50磨齿机磨削砂轮宽度(磨削砂轮最大宽度为130mm),无法进行双面成型磨削,只能进行单面成型磨削;在安装砂轮时增加调整垫片的方法,将砂轮中心向一侧齿面偏移 σ 距离 (相当于增大砂轮宽度),σ 值为砂轮与齿槽最大宽度差值之半加 5~10 mm,机床本身自带的修整砂轮器将砂轮单面修整出完整齿廓曲线,磨削一侧齿廓,同理磨削另一侧齿廓。
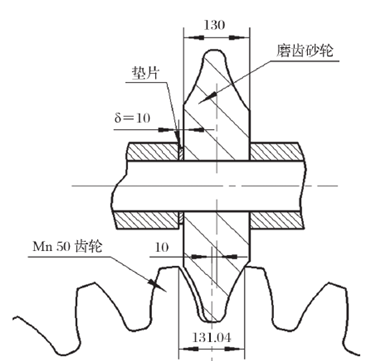
图 3 磨削齿槽齿面
4、结语
利用大模数盘形齿轮铣刀加工超大模数齿轮的工艺技术,可以节约齿轮加工刀具,减少齿轮刀具库存,从而节约了加工成本,是一种很实用的齿轮齿形加工方法。该技术不但适用于超大模数齿轮的齿形加工,而且对其他模数齿轮的齿形加工同样适用;对单件、小批量生产方式的齿轮加工制造企业,具有很好的应用价值
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

