


一种加工偏心零件数控车床
2020-10-21 来源:安阳鑫盛机床股份有限公司 作者:汪玉平 李雪晓 张自军 张强
摘要: 介绍了一种带偏心结构的双主轴数控车床,该机床具有两个独立移动主轴,通过两主轴定位对接功能,实现加工工件的轴间自动转移,用于加工具有偏心结构的工件,且带有自动下料机构,提高了偏心结构零件的产品质量和加工效率,并在实际加工中得到验证。
关键词: 可移动双主轴; 数控车床; 偏心结构工件
具有偏心结构的零件在汽车、摩托车等领域中很常见,其中绝大多数零件可以用车床来完成加工。这类零件一般结构和加工工艺相对比较复杂,往往需要多次装夹,加工效率低,加工质量和工件的一致性很难保证,这也是有偏心结构工件加工的瓶颈。
为了解决这一问题,设计了一种双主轴数控车床,该车床两个主轴均可独立移动,两个主轴的中心可根据加工工件的偏心量进行调整,用于加工偏心结构的工件,并能实现被加工工件主轴间的自动转移,能实现工件加工过程无人操作,即工件左面加工———左右主轴定位对接———工件转移———工件右面加工,且带有自动下料机构,在批量加工时,可大大缩减工件的加工时间和成本,提高产品质量和加工效率。
1 、双主轴部分设计
为了实现上述目的,设计数控车床的两个主轴左右相对,两个主轴均可独立移动,通过两个主轴的电气定位功能,可以实现工件正反面对接,且两主轴的相对偏心量可调,以适应加工不同偏心量的工件,左右主轴的工装夹具根据工件特点而设计。
在满足工艺要求的情况下,本设计采用排刀结构,提高效率,减少故障。在电气系统设计上,采用两套数控系统,左边数控系统主要控制左边主轴( C1 和 Z1) 和左边刀架( X1) ,右边数控系统主要控制右边主轴( C2 和 Z2) 和右边刀架( X2) ,两套系统可通过内置的 PLC 实现信息交互,数控系统要有主轴定位功能,主轴定位功能协同完成左右主轴的准确对接等工作。
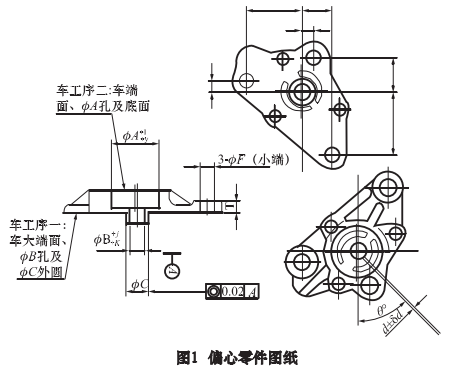
本文以一种带有偏心结构的摩托车泵体零件为例做具体阐述。图 1 为一种有偏心结构的零件,这类零件用传统车床加工需要 2 道工序,两道工序加工所用的工装夹具不同,若要形成批量生产,最少需要两个工人,两台车床协同工作,这种生产方式转序、上下料等辅助时间较长,生产效率低下,产品质量难以保证。
为解决这一问题,我们设计了主轴移动的双主轴车床,两个主轴的中心距可以调整,调整的范围以满足工件偏心距为要求。
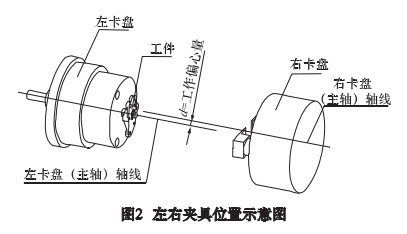
如图 2,两道工序卡盘的主轴轴线的偏心距为工件偏心距,且两主轴能精确定位,通过数控系统对两个主轴的位置控制,实现工件转移,即工序 1 完成后,两卡盘对接,左卡盘松开工件,右卡盘夹紧工件,完成工序 2,再由自动下料装置把工件成品输出车床外,完成工件的加工。
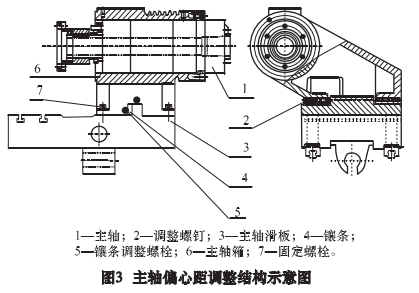
如图 3 所示的结构与普通车床尾座调整结构相似,不作赘述; 该结构可使两主轴在水平方向上有精确偏心距,加工工件更换,偏心距调整方便。可调两个主轴偏心距结构,加工有偏心结构的工件是本设计的一个创新点。
2 、自动下料装置
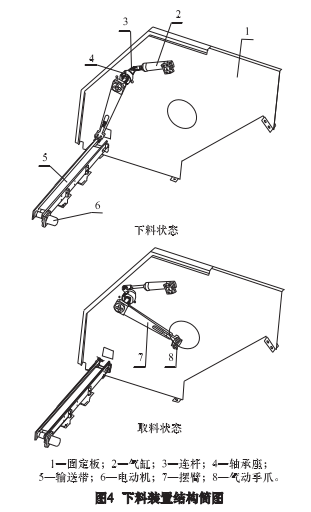
针对汽车摩托车零件批量大的特点,为提高效率,我们还设计了该机床的自动下料装置。图 4 为下料装置结构简图,固定板 1 固定在机床上,位于左右主轴中间,2、3、4、7、8 构成连杆曲柄式机械手,固定在固定板上,气缸 2 中通入的气压换向可使摆臂摆动到两个极限位置,其中一个为下料状态( 常态) ,一个为接料状态; 5 和 6 组成一个传送装置,固定在机床上。
该下料机构工作过程: 气缸 2 中气压换向,摆臂 7 连带气动手爪 8 摆动到取料状态,右主轴迎上,气动手爪 8 抓紧加工完毕的工件,右主轴退回,气缸 2 气压换向,摆臂摆动到下料状态气动手爪 8 松开工件,工件落在输送带 5 上被传送出机床。本装置节省工件下料时间,效率提高。
3 、机床总体结构布局
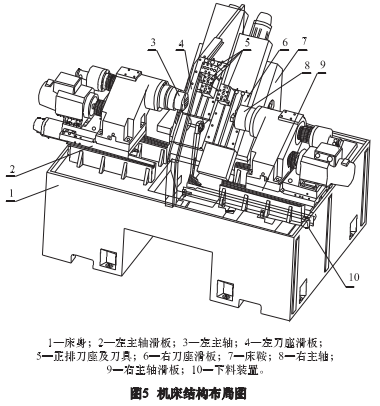
该机床总体结构布局如图 5,机床为左右对称,传送装置位于机床右侧,机床采用平床身以及与水平夹角45°刀座滑板结构,落屑口位于床身中间前部,加工工艺性好,利于排屑和操作者观察; 左主轴 3、右主轴 8 及其主轴电动机等分别安装于左主轴滑板 2、右主轴滑板 9上,左主轴滑板 2 和右主轴滑板 9 分别安装在床身的导轨上,左右 Z 向伺服电动机通过联轴器连接滚珠丝杠带动左主轴滑板 2 和右主轴滑板 9,使左主轴 3、右主轴 8完成 Z1 向、Z2 向移动; 左右 45°斜床鞍固定在床身上,左刀座滑板 4 和右刀座滑板 6 安装于左右斜床鞍的导轨上,通过 X 向伺服电动机、
联轴器、滚珠丝杠带动左刀座滑板 4 和右刀座滑板 6,实现刀座滑板 X1 向和 X2 向横向移动; 本机床上只用正排刀,以便于滑板让出空间使左右主轴对接。
固定床鞍、并排双滑板及可移动双主轴的布置结构是本机床又一创新点,这种布置结构紧凑,节省空间、材料,降低设备成本。
4 、主要工作流程
该机床主要工作流程是,工艺员编制数控加工程序,操作者给左主轴装上被加工工件,启动机床,左滑板上刀具加工工件第一序,第一序加工完成,两滑板让出空间,两个主轴定位,左右主轴移动对接,右主轴夹紧工件,左主轴松开工件,右边滑板上刀具加工工件第二序,第二序加工完毕后,下料装置接下加工完毕的工件,并将其输送出机床外。操作者给左主轴装上下一个工件,依次循环。
5 、结语
针对带偏心结构的工件加工,设计了双主轴数控车床。采用固定床鞍、并排双滑板及可移动双主轴的布局结构。设计了主轴偏心距调整结构,可使两主轴在水平方向上有精确偏心距,更换不同的加工工件,偏心距调整方便,该机床特别适合偏心结构工件的加工。已为用户提供了相关机床,用户加工效率和精度大幅提高,使用效果良好。按用户要求提供料仓和上料装置,实现全自动生产,满足用户的不同需求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

