


用户和科学家测试ACC、AFC和摆线铣削功能
重型切削时,例如粗加工和难加工材料的加工,要求更高材料切除速度和更高加工安全性,同时要求机床和刀具负载更小,这些要求需要用ACC(有效振颤控制)、AFC(自适应控制)和摆线铣削功能。北美、法国和德国多特蒙德加工技术学院的用户证实这些功能能很好地满足这些要求,动态高效的表述准确到位。

利用主轴功率
北美的Windsor Mold集团公司难以在加工中充分利用52kW的主轴功率,因为用六刃端面铣刀(80mm直径)铣削端面时,如果轴向进给量为4.5mm或更大时,就发生振颤。现在,机床制造商激活ACC功能后,进给驱动的进给量增加到7mm,进给速度和主轴转速保持不变,充分避免了振颤。因此,高性能主轴利用率更好,材料切除速度提高约55%。此外,尽管进给量加大,但ACC降低了振动幅值,因此保护了刀具和机床。
地面振动时…
法国COUSSO公司也有振颤问题,这是一家法国航天航空供应商,公司位于法国图卢兹。COUSSO在一台机床上执行指定的加工,由于加工振颤导致整个加工车间地面振动,加工一个整体钛零件后刀具即严重磨损。现在,仍用指定的加工参数,ACC功能避免了振动,将振动减小到最小程度。加工车间地面再无振动,刀具使用寿命显著延长,远不止只能加工一件工件。
科学验证
多特蒙德ISF(加工技术学院)对摆线铣削和AFC的动态高效功能进行了详细科学研究。在他们的测试中,专家们用相同宽度与深度但每次用不同加工方式粗加工三个型腔。加工所有三个型腔的刀具都是硬质合金端铣刀,用相同时间加工全部三个型腔,以此确定型腔长度。因此,不同型腔长度直接反映材料切除速度不同:
常规铣削方法,测试中完整切削和部分切削的型腔长度为35mm。
摆线铣削方法,相同时间内加工的型腔长度为45mm。另一项改善是整个切削长度内的铣刀磨损均匀,因为Z轴方向是完整进给。
摆线铣削与AFC共同使用对切削性能的提升更明显。AFC显著提高了摆线铣削中空刀半圆运动的进给速率,这使型腔长度增加到55mm。
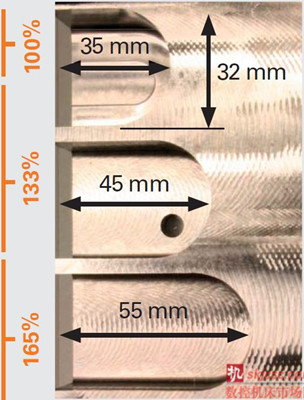
图2:铣削方式比较:标准铣削(上图),摆线铣削(中图)和摆线铣削与AFC共同使用(下图)。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

