



山特维克可乐满的领先材质S30T 和S40T 采用了切削刀具材料发展历程中的最新技术。铣削钛合金时,产生在刀具刃口上的热量、化学反应和机械负荷已经达到了常用刀具材料所能承受的极限,所以才研发出了这两种材质。
材质S30T 用于高速切削和要求更高刀具寿命的场合
S30T 专为高效率的钛合金铣削而研发。该材质基体是由微晶粒硬质合金组成,配以PVD 耐磨涂层。这样可以做成更锋利的刃口,该刃口具有很强的抗疲劳能力和很好的刃口安全性,所以在高速加工时它具有更长的刀具寿命。
材质S40T 用于不稳定和恶劣的工况

S40T 是为钛合金铣削时的恶劣工况而研发。该材质由高韧性硬质合金基体与薄CVD 涂层融合而成。这种材质适用于容易产生振动和长时间恶劣工况铣削的场合。其刃口磨损是可预测的,切削刃将逐渐变钝而不是崩刃。
使用材质S30T 和S40T 的CoroMill® 刀具的范围很广

材质S30T 和S40T 可用于各类CoroMill铣刀,包括面铣、方肩铣、长刃铣、插铣、高进给铣削、仿形加工和铣槽等。
钛合金铣削材质的系列介绍

通过这两种新材质的介绍我们知道,他们使用钛合金铣削的应用范围很广泛。
S30T 侧重于提高生产效率和切削速度,而S40T 则注重于提高不稳定和恶劣工况下的安全性。加上我们现有的钛合金铣削材质,我们已经构建起一个强大而可靠的钛合金铣削材质链。
S30T
在下列情形下,采用刀片材质S30T 可获得最佳的刀具寿命和最高的切削参数:
• 加工稳定性相对良好
• 切削工况可以预测
• 存在轻微到中等强度的振动
• 切削速度为中等到高。请始终使用冷却液,最好是采用高压冷却(HPC)
S40T
在下列情形下,采用刀片材质S40T 可获得最高的安全性和最长的刀具寿命:
• 切削工况恶劣或很难预测,例如当切削路径没有经过优化
• 稳定性较差,存在中等到剧烈强度的振动
• 中等切削速度请始终使用冷却液,最好采用高压冷却(HPC)
客户案例 | 材质S30T 表现极为出色
零件:飞机结构件
工序:粗加工方肩工件
材料:Ti-6Al-4V,硬度330 HB
刀盘:R390-063Q22-11H,Dc 63 mm
刀片:R390-11T308M-MM,材质 S30T
冷却液:乳化液,低压外冷
竞争对手 S30T
ap (mm) 7.7 7.7
ae (mm) 16 16
vc (m/min) 75 75
fz (mm/齿) 0.1 0.1
刀具寿命(分钟) 28 58
结果:
采用材质S30T 后刀具寿命提高了107%
客户案例 | S40T 比竞争对手表现更出色
零件:飞机结构件
工序:锻件,粗铣面和拐角工件
材料:Ti-6Al-4V 锻件,硬度300 HB
刀具:R300-050Q22-12H刀片:R300-1240M-MM,材质 S40T
冷却液:乳化液,低压外冷
竞争对手 S40T
ap (mm) 2–3 2–3
ae (mm) 6–50 6–50
vc m/min 50–63 50–63
fz (mm/齿) 0.16–0.20 0.16–0.20
刀具寿命(分钟) 78 140
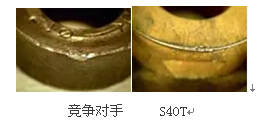
结果:
与竞争对手的圆刀片相比,采用CoroMill 300 和材质S40T 后刀具寿命延长了80%
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

