


伊斯卡聚晶立方氮化硼(PCBN)纵谈
2016-5-27 来源:伊斯卡 作者:
前言
伴随着CBN粉末的发展,硬质的聚晶立方氮化硼(PCBN)呈规模化发展,这使得其成为高效加工刀具的理想材料。除却其固有的耐用性,PCBN还具有出色的热冲击性及耐化学腐蚀性;PCBN还适用于非常高的切削速度,正中用户关注的重心。
伊斯卡提供应用范围广泛的聚晶立方氮化硼(PCBN)牌号用于淬硬件车削(HPT)。所谓淬硬件车削(HPT),通常指诸如洛氏硬度HRC45-68的淬硬钢,高温合金,烧结金属以及灰铸铁之类难加工材料的车削加工。
纵观全球工业,伊斯卡PCBN刀片正是高速车削淬硬工件的首选。接下来将细细表述。
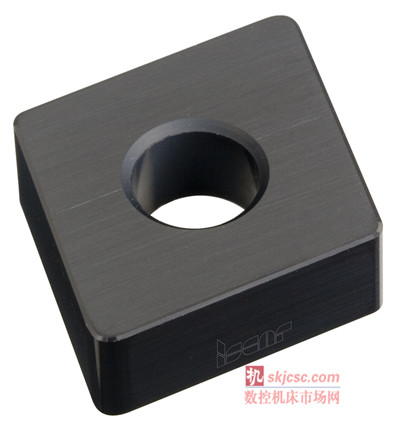
伊斯卡提供以下两种主要形式的PCBN刀具:焊接式PCBN,以硬质合金刀片上焊接CBN刀尖或表面焊接CBN用于精加工;整体式PCBN,适用于要求更高更恶劣的加工条件下。

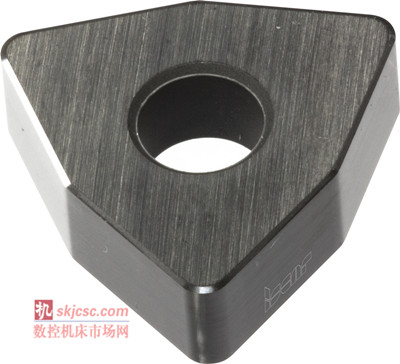

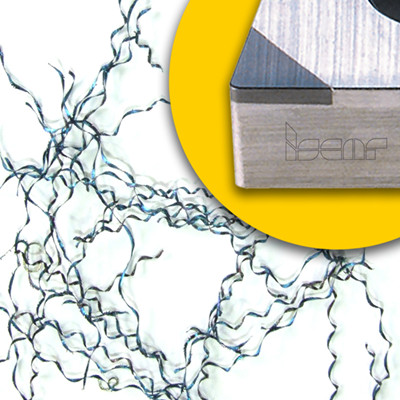
此外,伊斯卡发布带有效断屑槽的新一代PCBN刀片旨在改进对切屑的控制。当采用如图6所示无断屑槽的钎焊PCBN刀尖的平顶标准刀片,往往会产生不受控制的长而不断的切屑。这样的长卷屑有可能会对工件表面质量造成损害,甚至使得加工过程中断。
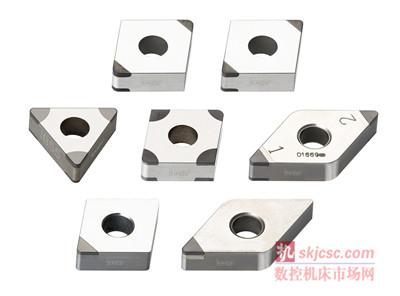
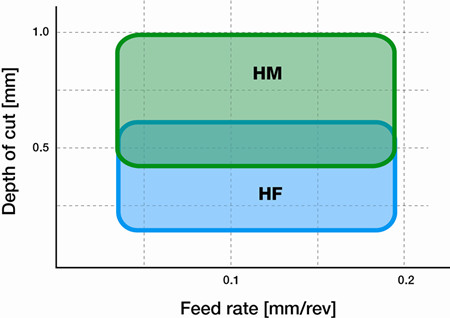
伊斯卡带HF断屑槽及HM断屑槽的新型PCBN刀片使得在不同的切削深度下能实现良好的切屑控制。伊斯卡带断屑槽的PCBN刀片解决了长卷屑的问题。

1.为什么说伊斯卡PCBN刀片为淬硬件车削(HPT)提供了最佳解决方案?
氮化硼具有硬度高达4500HV的特性,非常接近于人造金刚石的硬度;在高温下,PCBN还具有高导热性,高的化学稳定性。以上优点使得在高的切削参数下加工淬硬件成为可能。另外,PCBN出色的耐磨性大幅延长了刀具寿命,能满足严苛的尺寸公差要求,保持优异的被加工表面质量标准。
伊斯卡所有PCBN刀片均采用了周边磨制,具有非常高的精度。
采用PCBN刀片具有非常重要的一大优势,是其能取代效率更低且更昂贵的淬硬件磨削加工。相比于磨削加工,采用PCBN刀片进行车削能大幅降低单件加工成本。
伊斯卡全球销售数据证实用户正在将由磨削完成的精加工转为采用PCBN刀片完成。以车代磨这一趋势正在全球汽车工业变得越来越普及并大大改变了制造商们的工艺流程。用于淬硬件精车加工的PCBN刀片缩短了生产制造周期,并因此在提高了生产率的同时也增加了用户的收益。
2.伊斯卡PCBN牌号
伊斯卡提供应用范围宽泛的PCBN牌号。每一牌号均特别研制以使得其具有高性能以适用于从连续切削到重型断续切削的更加广泛的应用。

2.1.用于淬硬钢加工的PCBN牌号
IB50:非涂层牌号,由50%含量的细晶粒CBN微粒结合特制的粘结剂烧结而成。用于在连续车削的加工条件下对淬硬钢以中-高速进行精加工。其出色的耐磨性使得能获取非常高的被加工表面质量。
IB10H:非涂层牌号,由53.5%含量的超细晶粒CBN微粒结合特制的粘结剂烧结而成。用于在连续车削至轻微断续车削的加工条件下对淬硬钢以中-高速进行精加工。其非常优异的耐磨性使得能获取非常高的被加工表面质量。
IB20H:非涂层牌号,由65%含量的细晶粒及中等粒度晶粒的CBN微粒结合特制的粘结剂烧结而成。作为通用型牌号用于在连续车削至中等断续车削的加工条件下对淬硬钢以中速进行精加工。在耐磨性及抗冲击韧性性能间高度均衡。
IB55:非涂层牌号,由60%含量的细晶粒CBN微粒结合特制的粘结剂烧结而成。用于在连续车削至中等断续车削的加工条件下对淬硬钢以中速进行精加工。适用于中速进给及中等切削深度的加工条件,具有非常高的韧性。
IB10HC:PVD涂层牌号,由53.5%含量的超细晶粒CBN微粒结合特制的粘结剂烧结而成。用于在连续车削至轻微断续车削的加工条件下对淬硬钢以高速进行精加工。出色的耐磨性使得其具有高的抗月牙洼磨损性能并获取高标准的被加工表面质量。
IB25HC:PVD涂层牌号,由75%含量的粗晶粒CBN微粒结合特制的粘结剂烧结而成。用于在中型至重型断续车削的加工条件下对淬硬钢以高速进行精加工。具有非常高的强韧性及抗冲击韧性。
IB25HA:PVD涂层牌号,由65%含量的细晶粒及中等粒度晶粒CBN微粒结合特制的粘结剂烧结而成,是精加工淬硬钢的通用牌号。用于在连续切削至中型断续车削的加工条件下对淬硬钢以中速进行精加工。在耐磨性及抗冲击韧性性能间高度均衡。提供HF及HM两种断屑槽。
2.2.适用于铸铁及淬硬钢加工的PCBN牌号
IB90:非涂层牌号,由90%含量的中等粒度晶粒CBN微粒结合特制的粘结剂烧结而成。用于在高速下对铸铁进行精加工,也适用于在重型断续车削的加工条件下对淬硬钢以中速进行精加工。具有非常高的强韧性及抗冲击韧性。
IB90A:非涂层整体CBN牌号,由90%含量的粗晶粒CBN微粒结合特制的粘结剂烧结而成。用于在高速下对铸铁进行半精加工及粗加工。在重型断续切削中表现优异,也适用于在断续车削的加工条件下加工淬硬钢。具有非常高的强韧性及出色的抗冲击韧性。
2.3.适用于高温合金及烧结金属加工的PCBN牌号
IB05S:非涂层牌号,由95%含量的超细晶粒CBN微粒结合特制的粘结剂烧结而成。用于在连续车削的加工条件下对烧结金属以高速进行精加工。高硬度的特性使得其耐磨性颇佳并因此能获取非常高的被加工表面质量。
IB10S:非涂层牌号,由95%含量的超细晶粒CBN微粒结合特制的粘结剂烧结而成。用于烧结金属的高速精加工,还用于在连续切削至轻微断续切削的加工条件下加工阀座及钛合金。具有高硬度及高耐磨性的特性。
3.刀片刃口处理
在淬硬件车削加工中,PCBN刀片刃口处理形式非常重要。主要的方式是通过对切削刃磨制出一个窄的T-land负倒棱并补充一道钝化的工序使得刃口轻度倒圆令刀片更强固。
3.1.适用于淬硬钢加工的PCBN牌号刃口处理形式
3.1.1.对刀片切削刃进行10°-15°T-land负倒棱处理后对倒角产生的锋利刃口进行钝化处理以使得切削刃更强固,确保刀片能胜任淬硬件连续车削(HPT)。
3.1.2.对刀片切削刃进行15°-25°T-land负倒棱处理后对倒角产生的锋利刃口进行钝化处理以使得切削刃更强固,确保刀片能胜任淬硬件的连续车削至轻微断续车削。这也是在试图使得PCBN刀片通用性更佳时的首选刃口处理形式。
3.1.3.对刀片切削刃进行25°-35°T-land负倒棱处理后对倒角产生的锋利刃口进行钝化处理以使得切削刃非常强固,确保刀片能在恶劣的加工条件下胜任淬硬件的中型至重型断续车削。
3.1.4.根据需要,仅做钝化处理。对PCBN刀片进行钝化处理有助于使得切削刃更强固,保护切削刃以避免过早崩刃或破损。当工件表面质量要求非常高,并要求窄的公差带,这样的刃口处理形式是一种不错的选择。仅做了钝化处理的PCBN刀片主要用于连续车削的加工中。为使得切削加工更高效,推荐进给量大于钝化处理尺寸。
3.2.适用于铸铁加工的PCBN牌号刃口处理形式
仅对PCBN刀片切削刃进行15°-25°T-land负倒棱处理而不钝化处理是铸铁加工刀片刃口处理形式的首选,确保切削刃强固而锋利,这样的切削刃是加工铸铁类材料的理想选择。
3.3.适用于高温合金及烧结金属加工的伊斯卡PCBN牌号刃口处理形式
优先推荐对刀片切削刃进行15°-25°T-land负倒棱处理后对倒角产生的锋利刃口进行钝化处理,钝化处理的R值为0.01-0.02。
在烧结金属及高温合金的加工中,优先推荐对刀片切削刃进行15°-25°T-land负倒棱处理后对倒角产生的锋利刃口进行钝化处理。对切削刃采用两道处理工序确保了切削刃更适用于这类难加工材料的加工,而在切削刃易崩刃易破损的场合刀片表现更佳。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

