


浅谈加工中心的刀具选择与应用
2017-1-11 来源:中冶陕压重工设备有限公司 作者:王省平
摘 要:推广加工中心是提高制造业精密加工水平的前提,刀具的正确选择与应用是提升加工中心加工精度的保证。具体而言,刀具的正确选用,进刀速度的准确掌握、吃刀量的精确把控等问题,都是需要注意的。
关键词:加工中心;刀具;选择;应用
一、引言
实现智能制造、推广加工中心,强化精密加工,满足社会各个部门对产品加工精度和表面质量日益提高的要求,是制造业实现奔跑跨越的技术基础。在实际生产中,加工中心刀具的选择与应用,是实现上述目标的根基。
加工中心的特点主要是铣削加工,利用铣刀的多刃齿数,通过阶梯铣削或高速铣削方式,在持续切削的过程中实现对材料的加工。在切削过程中,不可避免地会产生冲击、振动,同时伴生大量热能。当切削振动与机床固有频率一致时,会引发共振现象,容易造成刀具崩刃、机床零件损坏等不良后果。如果选择刀具齿数不合适,周期性热变形会令刀具的切削刃出现热疲劳裂纹,容易诱发刀齿剥落或崩刃,产生废品。
按照国家制造业刀具标准,加工中心的刀具尺寸具备通用化、标准化、系列化的特点,切削参数满足规范化、匹配化、典型化的特点。
按照刀具结构,可分为:整体式、减振式、镶嵌式、内冷式、特殊形式等。
按加工工艺,可分为:车削、钻削、镗削、铣削等刀具。
按刀具材料,可分为:金刚石、硬质合金、陶瓷、氮化硼、高速钢等刀具。
二、刀具的选择
1、选择刀具的原则
加工中心编程与操作人员在选择刀具的时候,应该综合考虑工件材料、外观形状、表面光洁度要求、热处理要求、加工工艺、切削量大小、加工余量等因素,选择刚性好、与加工材料匹配、耐用度高的刀具,根据加工工艺要求,选择机夹或可转位式刀具。
2、选用刀具的种类
在遵循以上原则的前提下,刀具的选用主要是要根据加工材料的外观形状而定。例如:①加工曲面材料时,采用球头刀,在第一遍粗加工的时候,使用两刃刀具,快速切削;在后期的半精加工、精加工的时候,使用四刃刀具,以提高表面光洁度。②在加工较大面积平面时,可以使用镶嵌式盘形铣刀,以提高生产效率。③在加工小平面或台阶面时,使用通用立式铣刀。④加工键槽时,使用两刃键槽铣刀,可以有效保证键槽成品精度。⑤加工圆孔的时候,对于精度不高的可以使用钻头,对于精度较高的,先使用钻头成孔,预留足够的加工余量,再换用镗刀做精密加工。
3、选用刀具的材料
不同材料的刀具都有各自的适用范围,并不是选择材料贵的就是对的。只有按照加工材料和加工环境的要求配比合适的刀具,才能达到“工欲善其事必先利其器”的效果。金刚石刀具不耐高温,切削温度一旦超过800℃,其硬度几乎完全丧失。在几百度的温度下,金刚石的碳原子极易与钢铁材料发生化学反应,导致刀具损伤。因此,金刚石刀具只适合在低温环境下加工非金属材料、有色金属及其合金。PCBN 刀具专门适用于硬度达到45HRC 的耐磨铸铁与淬硬钢、35HRC 以上的耐热合金、30HRC 以下的珠光体灰口铸铁。硬质合金刀具的适用面比较大,多用于各种铸铁或钢材、有色金属、非金属材料、耐热合金等材料的切削。陶瓷刀具的工作状态是干切削,适用于高速切削铸铁、硬质合金刀具难以加工的钢材等难加工材料。
高速钢刀具在韧性与强度方面的综合性能比较好,高速钢刀具在刃形复杂的刀具多采用高速钢,目前,孔加工刀、螺纹刀、拉刀、切齿刀几乎全部是高速钢材料。高速钢一般分作:通用型高速钢(W18Cr4V、W6Mo5Cr4V2)、高碳高速钢(95W18Cr4v)、高钒高速钢(W12Cr4V4Mo)、钴高速钢(W2Mo9Cr4VCo8M42)、铝高速钢(W6Mo5Cr4V2AL501)。
三、刀具的应用
1、切削量的应用原则
切削用量的应用原则:保证加工精度和表面光洁度的达标,发挥刀具正常的切削性能,保证刀具的合理耐用度,充分发挥加工中心的性能,最大限度地提高劳动效能,提升劳动生产率,降低劳动成本。为了实现这一原则,就要把握好刀具的切削速度、背吃刀量(侧吃刀量)等因素。
2、切削速度的掌握
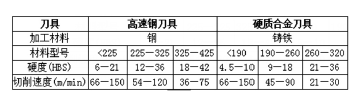
切削速度与与刀具直径d 成正比,与刀具的每齿进给量(fz)、背吃刀量(ap)、铣刀齿数(Z)、耐用度T 成反比。随着刀具工作齿数的增加,刀刃负荷必然增加,切削产生的热量随之增大,刀具的磨损程度必然也会增加。因此,改善刀具散热条件可以有效提高切削速度。在生产中,在其它条件相同的情况下,为了提高切削速度,多采用更换大直径刀具的方法来改善散热条件。下面以高速钢刀具和硬质合金刀具为例,说明刀具的切削速度参考值。
3、背吃刀量的掌握
在保证加工质量的前提下,根据加工中心、刀具、加工工件等条件共同决定背吃刀量(ap)。为了减少走刀次数,避免操作失误数量,原则上尽可能地让背吃刀量等于或邻近加工工件额定的加工余量。举例说明:假设加工工件的表面光洁度要求为Ra3.2—12.5μm。可以按照先粗铣、后半精铣的步骤进行,在粗铣后预留半精铣余量0.5—1.0mm 即可。假设加工工件的表面光洁度要求为Ra0.8—3.2μm。可按照粗铣、半精铣、精铣三个步骤进行加工,在半精铣时,端铣背吃刀量取1.5—2mm,在精铣时,端铣背吃刀量取0.5—1mm。
四、结论
综上所述,加工中心刀具的选择与应用,必须结合机床性能、工件材料、加工形状、刀具特性等因素综合考虑,同时在应用中务必注意切削速度和吃刀量,才能保有效提高加工精度。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

