


底盘零件加工并非易事,因为加工过程涉及到难以加工的材料。很多底盘零件还成细长形状,这更增加了加工难度。总部位于图宾根的瓦尔特是该领域深受欢迎的解决方案合作伙伴。公司采用高效的刀具槽型和多种精心设计的市面上无与伦比的混合刀具,完全可应对这些专业挑战。
轿车前轮拉杆轴承(Drag bearing)长度在50厘米或以上。它们通常由难以加工材料制成。轿车通常使用铝合金,而商用车辆底盘零件通常采用铸铁材质,其尺寸更大。
工件的长度和复杂的形状使这些轴承及其它底盘零件变得更加困难。特别是成品件(无论是轴承、悬架臂、纵向摇臂还是副车架)必须承受非常大的负荷:他们不得不承受转向动作、压缩和解压,保证与车身的安全连接,即使在最坏的路况也能确保其正常功能。
坚硬材料
用于制造底盘零件的材料都很坚硬,加工难度非常大。例如,轿车行业常用的铝合金,产生的铁屑长度通常为10~50厘米。要想平顺地将这些铁屑清除干净并非易事。
从一开始就面临挑战,但是在加工的夹紧阶段和空间配置阶段尤为突出。工件必须牢固夹紧,而且从所有要求的方向都可接近。刀具必须够长,才能较为理想地完成夹具与零件之间的工作。此时,夹紧和刀具一直采用的规则是:只要有必要,就尽可能短。最重要的事情是在承受切削力的条件下安装手柄。加工期间,加工件和刀具长度可引起非常大的摇臂运动,从而不可能进行精密加工。
瓦尔特PCD非标刀具产品经理Roland Hanischdörfe说:“采用专用的刀具槽型,可完全或至少大部分防止这种现象,我们的刀具专用于底盘零件的加工。”
使用正确的微观槽型,可产生两种效果,这两种效果可抵消不希望发生的摇摆运动:要么是刀具的适宜性将摇摆运动限制到最低水平或全部消除,要么是加工期间产生的力相互抵消。产生哪种效果或是否采用两者的组合,取决于实际的加工情况。Roland Hanischdörfer说:“我们的刀具能达到任何一种效果。”
高效的混合刀具
这对瓦尔特的专家们来说是远远不够的,毕竟他们汽车行业的客户一直面对持续的竞争压力,都在想尽一切办法进行优化。因此,总部位于图宾根的瓦尔特研发出了大量的刀具,以便高效地加工汽车底盘零件:整体硬质合金可转位刀片结合聚晶金刚石(PCD)刀片的混合刀具。
硬质合金可转位刀片用于粗加工并实现大批量加工。其特殊刀具槽型还能产生短屑,即使是加工铝合金,也能解决排屑问题。
在以后的加工工步中,采用混合刀具的PCD可转位刀片进行精加工。“因此,用户仅需要采用一把刀具即可完成两个完全不同的加工阶段,这就缩短了非生产时间,因为无需换刀。”
Hanischdörfer表示,PCD可转位刀片用于精加工工序,可保证极高的表面质量。近年来,瓦尔特已经开始提供PCD刀具,这些刀具将断屑槽用激光焊在金刚石切削刃上。“这样可将数米长的切削缩短到几厘米长。”
瓦尔特很多混合刀具还能配置用于微量油雾润滑(MQL)。不采用传统的湿加工乳化液或冷却油,新产品采用油-空气冷却和润滑加工表面和刀具。这种技术有很多优势。一是使用最少量润滑技术,可将每小时需要的冷却液量从500升降低到仅仅10~20毫升。二是使用微量油雾润滑技术,无需废弃处置昂贵且对环境有害的冷却液,湿铁屑当做特殊废物处理。
成套加工概念
瓦尔特工程师已经在实际应用中实现了其混合刀具的更长使用寿命和更高的切削参数。Roland Hanischdörfer很高兴地说:“使用这些刀具的客户可以明显感受到其工件效果,包括切削参数和刀具使用寿命,他们绝对满意。”
另外,客户越来越信任瓦尔特,并委托我们基于这些优势开发加工概念。“我们的客户需要解决方案提高效率,但是他们不想在研发方面投入大量工作。我们很多年前就看到了这种趋势。因此,我们在金加工方面加大投入,不仅研发高效大刀具,而且还为我们的客户提供完整的加工概念。”
这类概念通常有两条途径:
汽车行业的客户邀请瓦尔特专家到他们自己的工厂并向他们展示新零件的计算机图片和/或原样。瓦尔特根据这些资料研发出了完整的加工概念,包括所有刀具。
用户到他们的机械加工厂去,并向他们购买完整的加工过程。机械加工厂联系瓦尔特,以便确定并购买所需要的刀具。或者(见上文)制造厂与瓦尔特合作研发加工概念。
无论采用哪种途径,依据是我们对现有加工工艺的全面了解以及客户工厂的框架状况。
越来越多的用户还要求瓦尔特提供更多的服务:研发成套的零件成本概念。此时的关键点是瓦尔特可保证具体的单件成本。这特别对汽车行业来说是一项非常显著的优势,其中“单件成本”(CPP)是一个关键计算变量。
这需要瓦尔特与各用户之间非常密切的合作,但是还需要所有生产过程的全面数字化和网络化。Roland Hanischdörfer说:“如果我们的数字化制造专家有足够的数据使加工过程更加透明,他们可释放出以前完全不可想象的优化潜力,并达到惊人的效率。”
瓦尔特参展EMO 2017:3号展厅、B34展位
图片资料:
图片1:Roland Hanischdörfer

图文说明:我们的客户需要解决方案提高效率。我们很多年前就看到了这种趋势。瓦尔特PCD非标刀具产品经理说:“因此,我们在金加工方面加大投入,不仅研发高效大刀具,而且还为我们的客户提供完整的加工概念。”
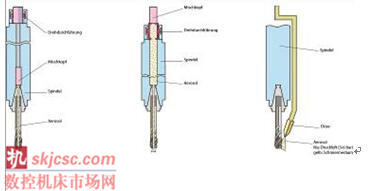
图片2:PCD钻铣组合刀具

图文说明:拉杆轴承上部连接件的上下方的同时面铣。然后,在连接件上钻一个有台阶的孔,无需换刀,后面以圆形的方式去毛刺。
图片3:PCD组合刀具

图文说明:在带有可互换硬质合金钻削刀片全部材料中钻削,以便用螺纹连接跟踪杆。长PCD切削刃,设有断屑槽型,用于加工大锥形凹陷,然后向后以圆形方式清除钻孔圆柱部分的毛刺。
图片4:钎焊PCD球形铣刀

图文说明:PCD球形铣刀用于加工拉杆轴承的球窝,保证拉杆轴承能自由转动。
图片5:铝合金拉杆轴承

图文说明:汽车行业的拉杆轴承举例,其中采用了上图所示的所有刀具。
图片6:MQL系统
图文说明:瓦尔特很多混合刀具还能配置用于最少量润滑(MQL)。不采用传统的湿式加工乳化液或冷却油,新产品采用油-空气冷却和润滑加工表面和刀具。
图片:瓦尔特
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

