


锯片切割圆弧的刀具补偿算法
2018-5-22 来源:厦门大学、福建省高端装备制造协同中心 作者: 陈永明 李睿敏 游银涛 刘 康 冯盛淼
摘要:在石材加工中,锯片是最常用的切割工具。由于锯片切削点(刀位轨迹)相对于数控系统的控制点(数控轨迹)存在偏置,为了实现机床的正确加工,必须通过补偿将指定的刀位轨迹转换为相应的数控轨迹,进而完成数控加工编程。针对加工图元为直线和圆弧时的多种工况进行详尽研究,总结出相应的偏置补偿算法,并实际加工验证。加工结果表明,采用该算法编程加工的工件满足预期的精度要求。
关键词:锯片切割;偏置补偿;圆弧;数控加工
在现代制造与加工过程中,要使用各种不同的刀具对产品进行加工。由于刀具的材质、形状、种类的不同,加工时必须对刀具进行补偿。石材加工刀常用的具有锯片、铣刀等。本文主要以锯片为例,讨论石材加工时如何进行刀具补偿。
1、刀具补偿原理
数控编程通常是以刀具中心表示刀位点的位置,数控加工通过控制刀位点的运动轨迹完成刀具运动轨迹的控制。而用户在操作时,一般是根据零件轮廓设置加工轨迹。由于刀具中心与实际加工轨迹在位置上存在偏差,数控编程时,刀具中心必须往非加工方向进行一定的偏置补偿。本文中采取的刀具为锯片,补偿时,需要综合考虑到刀具的半径、厚度、加工轨迹形状等因素。
图 1 所示多边形 ABCE,加工其直线图元 AB时,一旦 C 轴有 θ 角度的旋转,其刀位点轨迹 A1B1必然偏离其理论轨迹 AB。因此,为实现正确加工,必须对控制点进行偏置补偿,即把控制点从O1点修正到O点,相应的刀位点从A1点修正到A点。
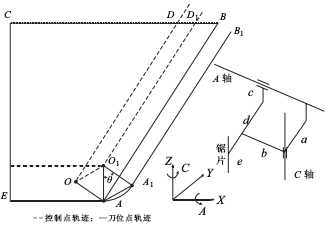
图1 控制点与刀位点轨迹图
2、 加工图元端点过切分析与预处理
2.1 图元端点过切处理
锯片切割导致了当切削深度为 d 时,其切出的轨迹从剖面看是一段圆弧,从材料的表面上看是一段与切削深度 d 有关的线段 BC,如图 2 所示。由图2中的几何关系可得过切长度为:
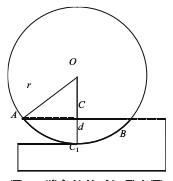
图2 端点处的过切示意图
所以需提前对图元端点进行预处理。因为加工图形涉及凹多边形和凸多边形,可采用转角法判断一点是否在封闭图形内部。具体流程图如图3所示。
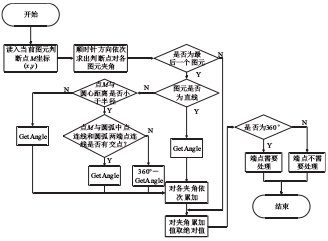
图3 判断直线端点是否需要保留加工余量的程序流程图
2.2 端点的预处理
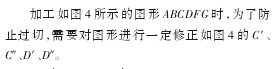
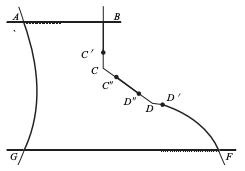
图4 需要保留加工余量的端点修正图

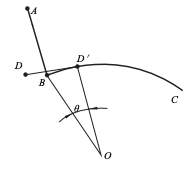
图5 圆弧端点修正示意图
3 、加工图元为圆弧时的半径修正算法
3.1 凹弧和凸弧的定义
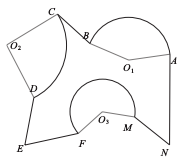
图6 凸弧凹弧示意图
3.2 加工图元为凸弧时的半径修正算法
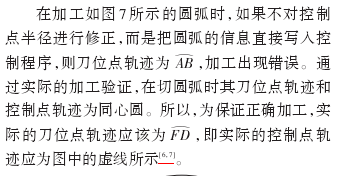
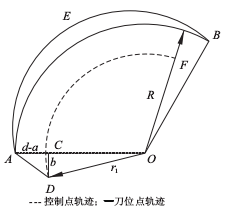
图7 控制点与刀位点轨迹示意图
图 7 中,弧 AB 为所加工圆弧,其半径为 R,O为其圆弧中心,OD 为其控制点半径,通过几何关系可得到控制点的半径r1:
3.3 加工图元为凹弧时的偏置补偿算法
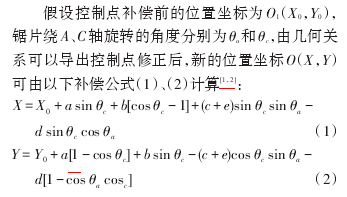
由于锯片会产生如图 2 所示的过切现象,加工圆弧时会产生如图8所示的过切现象。所以在加工如图8所示的图形时,可将锯片绕A轴倾斜一定角度,使得切凹弧的切割面仍是一个竖直面。构建其数学模型如图 9 所示,其中粗实线为所要加工的图形。
图8 圆弧过切示意图
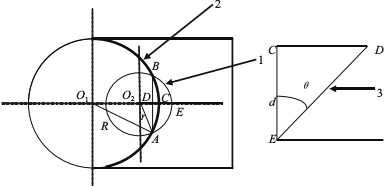
图9 A轴倾斜后的数学模型
1.锯片简略图;2.加工的凹弧;
3.沿A轴方向锯片旋转θ角后结构简图
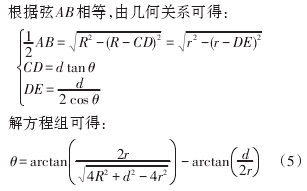
在给定锯片半径 r、加工凹弧半径 R 和厚度 d后,可求出锯片绕A轴旋转的角度θ。锯片绕A轴旋转θ角度后,其刀位点将发生偏移如图 10 所示。刀位点将从点 E 偏移到点 E',沿所加工圆弧半径方向的偏移距离为EH。通过几何关系可得:
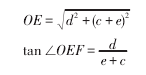
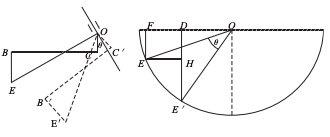
图10 刀位点偏移数学模型

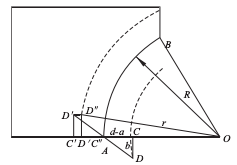
图11 半径修正数学模型
4 、实际加工结果
以所使用的双摆头五轴机床为例,其锯片(以锯片背部为基准)中心点安装位置的偏置参数见表1。

表1 锯片安装偏置参数
把补偿算法应用于实际加工后,理论图与实际加工图对照如图12a、12b所示,其误差分析见表2。石材切板的精度要求为 1 mm,通过表 2 的误差分析可得加工精度符合精度要求。
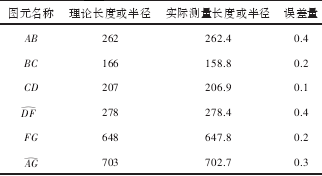
表2 理论值与测量值对照表
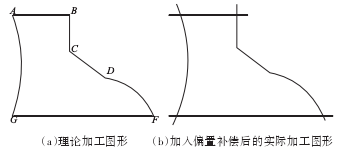
图12 理论图形与加入补偿后的实际加工图形
5 、结束语
本文通过对锯片安装位置偏置补偿的研究,算出了常见加工图元直线和圆弧的偏置补偿算法,能够成功的应用于加工由直线和圆弧组成的复杂轮廓图形。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

