


数控龙门磨床的电气设计
2018-6-21 来源:太原第一机床厂技术中心 作者:王慧君
摘要:为适应较长零件的平面磨削,笔者设计了 MKZ 数控龙门磨床,分析了龙门磨床的基本结构,阐述了数控控制的进给运动原理,分别讨论了各轴功能及控制系统选用和接口控制、工作台主传动控制、磨头动作控制,指出该机床整体刚性好、磨削效率高、适用性强。
关键词:数控系统;接口控制;龙门磨床;工作台;磨头
机床制造业是我国工业和国民经济的发动机和心脏,随着市场加工制造的需求,各种数控化机床应运而生。磨床是各类金属切削机床中品种最多的一类,主要类型有外圆磨床、内圆磨床、平面磨床、无心磨床、工具磨床等。磨床的磨削技术发展很快,在机械加工与制造业中起着非常重要的作用。随着高精度、高硬度机械零件数量的增加,以及精密铸造机密锻件工艺的发展,磨床的性能、品种和产量都在不断地提高和增长。
由于数控能够更好地实现机床工作的自动化、高效化,因此笔者对用于大型工件的平面磨削加工的 10 m 数控龙门数控磨床进行了电气设计。数控系统主要用来控制磨床的垂直进给、水平进给、磨头回转运动以及一些其它的辅助功能。工作台运动则采用触摸屏,PLC 及伺服电机实现往复运动。
1、龙门磨床的基本结构
龙门平面磨床采用龙门式布局,通常由下列基本部分组成:支撑部件,用于安装和支承其他部件和工件。由床身、双立柱、横梁组成封闭的刚性框架结构承受其重量和切削力,床身采用双 V 型导轨,工作台导轨面覆有耐磨聚四氟乙烯。变速机构,用于改变主运动的速度;进给机构,用于改进给量;主轴箱用以安装机床主轴;磨头;控制和操纵系统;润滑系统;冷却系统等。
工作台运动一般由伺服驱动。拖板沿横梁导轨作横向运动,横向进给伺服电机驱动。磨头可沿拖板垂直导轨做上下移动,也可沿横梁做左右移动。磨头转速变频控制,最高以 3 000 r/min 运转,也可做垂直工作台 180°的回转。各轴进给以及磨头回转全部由数控系统控制,控制精度高,操作方便。图1 为机床外形图。
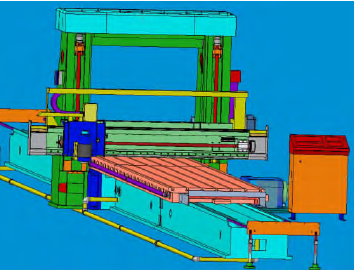
图 1 机床外形图
2、 数控控制的进给运动
2.1 各轴功能及控制系统选用
数控进给机构包括伺服驱动部分、滚动单元、位置检测单元等。由伺服电机通过联轴器带动滚珠丝杠转动,从而带动丝杠上的横梁或溜板运动,横梁上下移动为 Z 轴,溜板左右移动为 Y 轴,磨头装于横梁的溜板上,通过 2 个轴的运动,即可实现砂轮的左右上下进给。需要将常规的 X 轴设为磨头回转轴并定义为 A 轴,以便各角度的磨削加工,为此选用 SINUMERIK 808D 铣削版本,将所有 CNC,PLC,HMI 和通信任务集成于单一部件,免维护的PC 硬件集成了 PROFIBUS 接口用于驱动和 I/O 模块并具有速装结构的超薄操作面板,作为驱动系统分配独立接口,因而各轴驱动功率独立配置 。SIMATIC S7-200 的指令集可直接适用于机床。
2.2 接口控制
808D 数控系统的接口信号只用于控制 2 个进给轴 Y,Z 和 1 个磨头回转轴 A,输入信号一共 3组,分别为:X100,X101 和 X102。具体定义见表1~表 3。
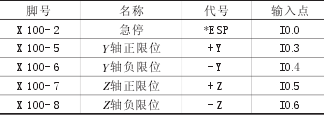
表1 X100输入口定义表
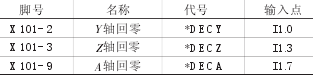
表2 X 101输入口定义表

表3 X 102输入口定义表
数控控制输出信号只有导轨润滑、磨头转台放松和磨头运转信号,其余机床动作均由西门子 PLC控制。
3 、工作台主传动控制
工作台往复运动是磨削动作的重要环节,工作台选用伺服电机拖动,伺服电机起动转矩大,由于转子电阻大,与普通异步电动机的转矩特性曲线相比,有明显的区别。它可使临界转差率 S0>1,这样不仅使转矩特性 (机械特性)更接近于线性,而且具有较大的起动转矩。因此,当给予定子控制电压时,转子立即转动,即具有起动快、灵敏度高的特点。伺服电机运行范围较广,无自转现象,正常运转的伺服电动机,只要失去控制电压,电机立即停止运转。当伺服电动机失去控制电压后,它处于单相运行状态,由于转子电阻大,定子中两个相反方向旋转的旋转磁场与转子作用所产生的两个转矩特性 (T1-S1、T2-S2曲线) 以及合成转矩特性(T-S 曲线)。交流伺服电动机输出功率一般为 0.1~100 W。当电源频率为 50 Hz,电压有 36 V,110 V,220 V,380 V;当电源频率为 400 Hz,电压有 20 V,26 V,36 V,115 V 等多种。交流伺服电动机有运行平稳、噪音小等优点。
选用触摸屏连接伺服,伺服控制器通信参数设置好,用通信线连接。在触摸屏中改变伺服电机的运行参数,分别用于切换到速度设定窗口、打开伺服、关闭伺服、启动电机、停止电机和故障处理等。在屏幕上还要设置一个电机转速元件,来显示电机的实时速度,切换页面上还添加了伺服准备好、伺服 ON、正转、反转、驱动器报警等运行状态显示元件,以实时显示伺服驱动器的运行状态。为了根据需要实现电机的正反转,还用到了两个置位开关,同时在控制页面上还添加了一个保存参数的按键,用来保存设定的参数。控制页面上所用元件的地址都是根据伺服驱动器手册里的 Modbus 协议分配的地址来设定的。具体使用时可在触摸屏上直接输入需要磨削工件的长度,磨削所需的速度。图 2 为触摸屏设置画面。
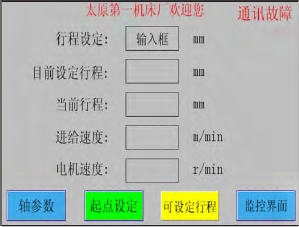
图 2 触摸屏设置画面
4、 磨头动作控制
磨头每次旋转时,蜗杆轴系必须松开,磨头处于可旋转状态,磨头松开,传感器 SQ1 处于感应状态,刹紧传感器 SQ2 处于自由状态。其中,SQ1 与SQ2 的型号为 QA-F-PK1Y (PNP 型 NO),工作电压直流 10~36 V,工作电流 200 m A。磨头旋转只需松开确认信号,与锁紧确认信号无关,而程序段结束信号输出条件只有锁紧确认信号,与松开确认信号无关。旋转结束后,发信块感应到刹紧传感器发出刹紧信号,同时松开传感器处于自由状态。机床每日通电后需要回零,磨头一旦旋转,装在磨头上的回零发信块感应传感器 SQ3 确认零点位置。其中SQ3 的型号为 QA-F-PH1Y (PNP 型 NC),工作电压直流 10~36V,工作电流 200 m A。图 3 为控制时序图。根据以上时序图在数控系统编制 PLC 程序,使用时只需在数控系统输入回转角度及回转速度即可实现磨头回转功能。
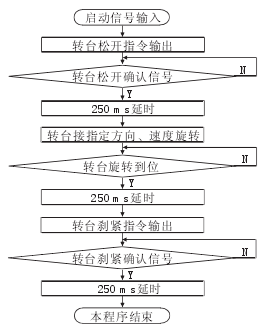
图 3 控制时序图
5、 结论
经试验该机床精度高,稳定性好,响应快速,调速范围宽,电机输出转矩大,能频繁起动、制动以及正反转切换,磨头定位精准,磨削平稳,加工效率高,该控制技术可靠性高,具有推广价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

