


基于 PMAC 的开放式外圆磨床数控系统研究
2018-8-9 来源: 福州大学 机械工程及自动化学院 作者:谢招龙,聂晓根
摘 要: 针对外圆磨床特有的结构及功能,基于 PMAC 构建了开放式外圆磨床数控系统的硬件结构,对 PMAC 端口进行分配并设计了 PLC 程序流程。在 Visual Studio 2012 VC++开发环境下编写外圆磨床数控系统软件,所设计的外圆磨床数控系统具有成本低、针对性强、易扩展等优点。并对软件主要功能模块的实现方法进行了说明。
关键词: PMAC; 外圆磨床; 数控系统; 设计
0 、引言
外圆磨削是一种获取零件精确公差及光洁表面的精加工方法,广泛应用在纺织、汽车、军工等领域。随着用户需求的升级,外圆磨床的分类趋向模糊,取而代之的是满足个性化需求,融入应用企业经验的各类“专、精、特”数控外圆磨床,这就要求数控系统具有较强的开放性,允许用户对系统功能进行重构与扩充。目前外圆数控系统开放性的研究主要采用 PC 嵌入 NC 结构,如西门子和华中数控系统的二次开发,该结构虽然较为成熟,但系统冗杂且价格昂贵。针对上述情况,本文基于 PMAC运动控制器设计了开放式数控外圆磨床的硬件和软件系统,该套系统在满足加工要求的同时,具有结构精简、性价比高、移植性与开放性强的特点。
1 、外圆磨床数控系统硬件结构
1.1 外圆磨床功能与结构
外圆磨床结构如图 1 所示,由床身、回转工作台、主轴箱、尾架、砂轮架、砂轮修整器和各轴进给系统构成。床身是机床的总支承件,上方装有沿 z 轴和 x 轴做往复运动的回转工作台与砂轮架。回转工作台分上、下 2 层,上工作台通过丝杆螺母机构可绕下工作台的定位心轴转动一定角度,用以磨削圆锥面。工作台上配有头架和尾座,可夹持工件并带动其旋转。主轴箱上安装有修整器,用以修整砂轮。
1.2 数控系统硬件构成
数控系统采用“IPC+PMAC”的双 CPU 开放式结构。上位机选用 NORCO-2000H 工控机,负责人机交互与参数配置等非实时性任务,下位机选用 PMAC2A-PC/104,负责各个轴的运动控制与 PLC 程序运行等实时性任务。上、下位机间通过 5151 卡将 PC104 总线转化为 ISA 总线实现通讯。外圆磨床有 5 个轴,其中 3 个伺服轴( x 轴、z轴和 B 轴) 与 2 个非伺服轴( 主轴和砂轮轴) ,而 PMAC2A-PC / 104 的端口最多只能连接 4 个物理电机,需要 ACC-1P 板进行 5-8 轴端口的拓展。DTC- 8B 与 SS2 作为伺服信号中转板与 I/O 接口板。系统硬件结构图如图 2 所示。
2 、PMAC 端口分配与 PLC 程序设计
PMAC2A-PC / 104 有 4 组控制物理电机的通道端口,使用其中的 1#、2#、3#通道控制外圆磨床的 x 轴电机、z 轴电机、b 轴电机,4#通道不接物理电机。PMAC2A-PC/104可供自定义使用的 I/O 端口有限,通过将 I425 参数的 17位置 1,解除#4 通道的限位和回零功能,使其 MLIM4、PLIM4 和 HOME4 可作为用户 I / O 端口使用。数控外圆磨床的控制面板上安装有 2 个三档旋钮开关、5 个按钮开关与 4 个指示灯,其所对应的功能、PMAC 端口地址与 M变量如表 1 所示。
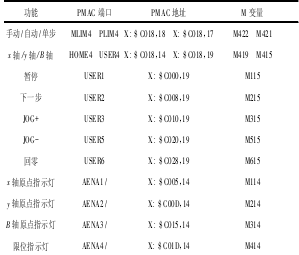
表 1 高氮钢电子束焊接母材的质量分数
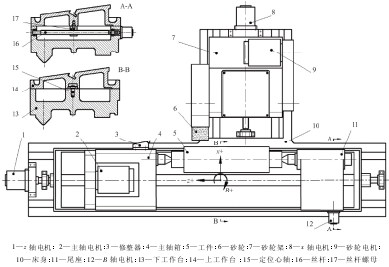
图 1 外圆磨床结构图
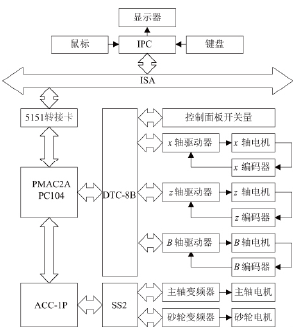
图 2 系统硬件结构图
PMAC 内置有软件化的 PLC 功能,使 PMAC 在执行运动程序的同时也能实现 I/O 接口输入与输出信号的逻辑关系。I/O 接口的输入信号主要有: 控制面板的旋钮开关和控制按钮信号,各伺服轴的机械零点信号和行程开关的限位信号等。I/O 接口的输出信号主要有: 各轴回零指示灯信号和正负行程限位信号等。设置 I5 = 2 可使 PLC在上电就自动执行。数控外圆磨床的 PLC 程序流程图如图 3 所示。
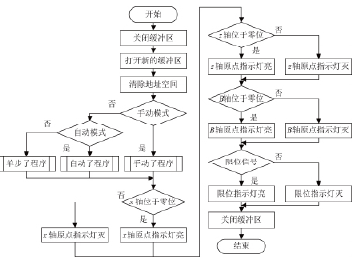
图 3 PLC 程序流程图
3 、外圆磨床数控系统软件开发
3.1 系统软件结构概述
软件利用 VC++丰富的 MFC 基础类库以面向对象的方法进行开发,以提高程序的模块化和稳定性,同时利于系统的移植与扩展。根据外圆磨床所需的功能和磨削工艺,将软件分为初始化模块、主界面模块、编程模块、设置模块、用户模块和退出模块。系统启动时调用初始化模块进行上下位机的通讯,通讯成功后初始化系统并进入主界面模块,如图 4 所示,主界面模块、编程模块、设置模块与用户模块间可相互切换,退出模块用以参数存储与系统退出。系统软件的结构及功能如图 5 所示。

图 4 主界面模块运行图
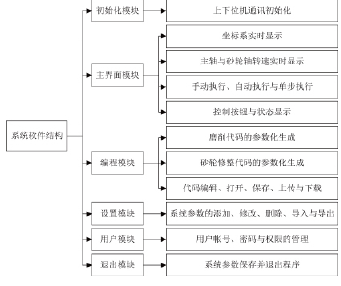
图 5 系统软件结构及功能图
3.2 上下位机通讯的实现
采用显 示 链 接 的 方 法 实 现 上 位 机 软 件 与 动 态 库PComm32 的链接,以减少内存资源的占用。首先创建与PComm32 函数数据类型相吻合的函数指针,使用 Win32的 API 函数 Load Library( ) 获取 PComm32 的实例句柄。然后通过 API 函数 Get Proc Address( ) 获取 PComm32 中函数的地址,并把结果赋值给自定义函数的指针类型。链接PComm32 成功后,调用 Open Pmac Device( ) 函数,完成上位机与指定 PMAC 的通讯初始化。
3.3 坐标实时显示的实现
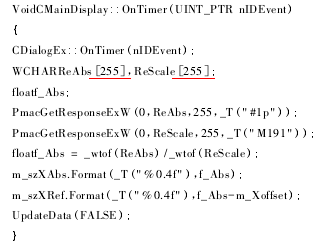
实时显示功能用以实时更新坐标系,此处以 x 轴进行说明。调用 Set Timer( ) 函数生成 1 个定时器,该定时器每隔 1 个更新周期触发 1 次 WM_TIMER 消息,由系统回调函数 On Timer( ) 处理消息。在 On Timer( ) 中调用 Pmac Ge-tResponse Ex W( ) 函数,向 PMAC 发送" #1p" 和" M191" 指令,获取 x 轴电机的绝对位置和比例因子,进行单位转换后可获得 x 轴的机床坐标。再将 x 轴机床坐标减去工件原点与机床原点的偏置量就可得出 x 轴的程序坐标,部分代码如下:
3.4 砂轮自动化修整功能的实现
砂轮在使用一段时间后需要用修整工具对砂轮进行修整,以提高磨削效率与质量。砂轮修整代码的参数化生成所需参数有: 砂轮直径 d,砂轮宽度 b,修整长度 H,修整圆角 R,修整倾角 θ,安全距离 ΔS ,x 轴方向修整量Δx,z 轴方向修整量 Δz,修整行程 N。修整模型如图 6 所示,修改 H,R,θ 三个参数可修整出不同截面形状的砂轮,点 A、B、C、D 是砂轮的轮廓点,将这 4 点在修整坐标系 xoz中的坐标值构成磨前砂轮轮廓矩阵 P,设第 n 次修整行程的变换矩阵为 Tn,则第 n 次修整行程的砂轮轮廓矩阵 P'n可由以下公式求得:

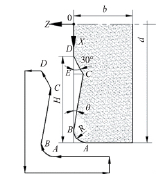
图 6 砂轮修整示意图
假设 XMD,ZMD( ) 为修整坐标系原点在机床坐标系中的坐标,则砂轮修整代码生成流程如图 7 所示。
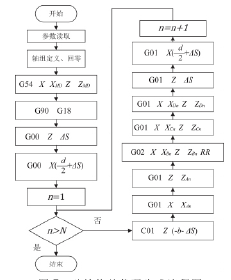
图 7 砂轮修整代码生成流程图
4 、结语
结合外圆磨床的结构特点和功能需求,构建了基于PMAC 的开放式外圆磨床数控系统,对 PMAC 端口进行了合理配置并设计了 PLC 程序流程。基于 VC++的 MFC 基础类库,编写了外圆磨床数控系统的软件,对其上下位机通讯机理、坐标实时显示和砂轮自动化修整功能的实现方法进行了论述。所设计的外圆磨床数控系统具有成本低、针对性强、易扩展等优点,通过构建 PMAC 控制系统实验平台,对控制系统进行了实验验证,程序运行稳定、动作准确,可满足数控外圆磨床的应用要求。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

