


CIMES2018隆重举行创新成果目不暇接(一)刀具篇下
2018-9-12 来源:-- 作者:徐正平 杨 晓
刀具
霍夫曼工具贸易(上海)有限公司

图16 霍夫曼的抛物线形高性能铣刀GARANT PPC
图16是霍夫曼展出的一款看上去像锥形球头铣刀而实质是抛物线形的高性能铣刀(GARANT Parabolic Performance Cutting,他们简称PPC)。
GARANT PPC的主要刀刃为近似大半径圆弧的抛物线形,这样能让有效半径起到更大作用。因此,相对于相同直径的球头铣刀,全新PPC铣刀的步距要大9倍,同时还能达到相同的表面加工质量。最终的结果就是加工时间更短,工件、刀具和机床所承受的应力更小。另一方面,若保持同样的步距大小,则表面加工质量可优化80倍。
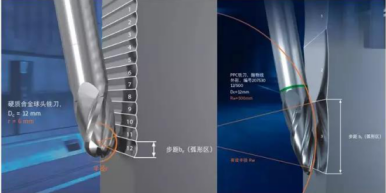
图17 霍夫曼-球头铣刀抛物线形铣刀GARANT PPC对比
但霍夫曼表示,若要高效使用GARANT PPC刀具,则要求同时使用合适的CAD-CAM软件,软件可以以数据模型的形式对刀具结构进行加工。
北京瑞德卡特经贸有限公司
瑞德卡特在CIMES2018展会的第二天举行了其数字化小刀夹的发布仪式,瑞士MBM的全球首席执行官专程出席了发布会。

图18 瑞士MBM新发布的数字化小刀夹和其它数字化镗刀
图18的左侧是瑞士MBM新发布的数字化小刀夹示意。瑞士MBM前些年已经陆续发布了一些数字化的镗头(图18右的上方),这种数显机构外置的结构对于数字化镗刀的使用和养护都带来很多的方便。瑞德卡特介绍,这次新发布的数显精镗刀夹模块是专门为非标阶梯镗(图18左1)的精加工而开发的创新产品,在技术上具备他们特有的霍尔技术,具有防磁、防屑、防尘和防水功能。
新发布的数字化小刀夹微调精度为0.001mm,径向调整量为0.4m,轴向调整量±1mm,最大转速10,000 r/min,它具有内冷、操作简便、可靠性强、直接位移测量而没有反向间隙、不需要单独的调刀和校准装置、可以在机床上直接调整、降低非生产时间从而提高效率等优点。并且数字化小刀夹和以前发布的其它数字化镗刀的外接数字显示装置是通用的。
瑞格费克斯精密工具(上海)有限公司

图19 瑞格费克斯的冷压刀柄系统
瑞格费克斯REGOFIX介绍了他们的冷压刀柄系统——PG刀柄。瑞格费克斯的PG刀柄是有别于液压刀柄、热装刀柄、力变形刀柄的又一种适合高速加工的刀柄。它会将刀装入夹头(图19右边4个),然后将这些夹头放入刀柄(图19中间4个)。
由于PG夹头带有1:100微小锥度,不借助工具我们无法将夹头完全转入刀柄,因此瑞格费克斯推荐用冷压刀柄自动装夹单元(图4左),将手工初步套入的带有刀具的夹头和刀柄一同放入自动装夹单元,由自动装夹单元使用约15.5MPa(155Bar)的压力负责将夹头压入刀柄。
瑞格费克斯推荐在刀具柄部侧固锁紧面装入螺纹塞片,再加上特制螺纹的安全螺帽,这样可以200%防止刀具和夹头在加工时被拔出。而拆卸时沿安装反步骤即可拆下。
埃莫克法兰肯精密工具(苏州)有限公司
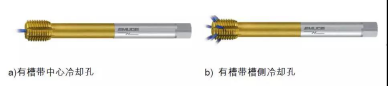
图20 埃莫克法兰大尺寸的挤压丝锥
埃莫克法兰肯展出了大尺寸的挤压丝锥(图20),有些挤压丝锥的直径最大可达M48,可以用于加工部分钢件和铸铁件(主要是球墨铸铁)。
埃莫克法兰的挤压丝锥的槽主要用于润滑油通过,可以在没有内冷却的条件下用外部冷却来实现润滑,而中心冷却孔将很好的冷却和润滑其挤压锥部分,在加工通孔螺纹时侧冷是最安全可靠的方案,能更好地对挤压锥部分提供冷却与润滑。所有易延展的材料均能挤压成形, 但必需有充分的润滑, 他们一般对于通孔和水平加工, 推荐使用油槽(除浅螺纹通孔外, 如薄板零件)。
图21 埃莫克法兰肯演示大直径高精度内容屑丝锥切削及视频二维码
埃莫克法兰肯在CIMES2018现场,还为老杨演示了大直径(M120×6)、高精度(6H)的内容屑丝锥加工。该演示使用了5m/min(11r/min)的切削速度,演示完的内容屑丝锥温度很低,工件经通规、止规检验均正常。具体演示可扫描图21右侧二维码观看全过程。
成都工具研究所有限公司

图22 成都工具研究所轮槽铣刀
成都工具研究所展出了一系列的成形铣刀(图22),而高精度的成形铣刀当属汽轮机叶根轮槽铣刀(又称枞树形铣刀或圣诞树铣刀)。由于汽轮机叶根槽的精度要求极高,要用成形铣刀达到这样的精度并非易事。由于他们的努力和精益求精,哈汽、东汽、上汽、无锡透平等都选用了他们的轮槽铣刀。
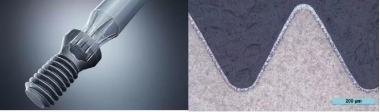
图23 SFS刀具螺钉及旋具
成都工具研究所也展出了他们代理的SFS刀具螺钉及旋具。刀具的螺钉虽小,规格也很多,但对刀具的使用有不小的影响,例如通过选择正确的表面处理,可以大大提高刀具螺钉的长期可靠性,保证刀片能发挥出应有的性能;又如螺钉的扳拧特征,TorxPlus比Torx能传递更大的扭矩,扳拧时更不容易发生打滑现象。据悉,世界上大部分刀具公司的主要刀具螺钉供应商都是SFS。

图24 成都工具研究所管板钻
成都工具研究所展出了几种深孔钻,图24所示是管板钻。管板钻是特指用于换热器管板的深孔加工的深孔钻,换热器管板的深孔加工是一种难度大的关键技术,到目前为止,随着各产业项目的引进和发展,深孔加工也处于不断改进、提高阶段,其特殊性体现如下:
孔深度与孔径比较大(一般≥10,甚至可达100以上,核电产品中深度和孔径比可≥ 50),钻杆细,钢性差,工作时容易产生偏斜和振动,孔精度及表面质量难以保证;切屑量大而排屑通道长,若断屑不好,堵屑钻头损坏,孔加工质量难以保证;钻头在近似封闭情况下工作,工作时间长,热量不易排出,钻头极易磨损。而工研所开发的Φ16.28-Φ25.35等多种规格的管板钻,在核电、锅炉、化工行业的管板加工试验取得了较好的效果。
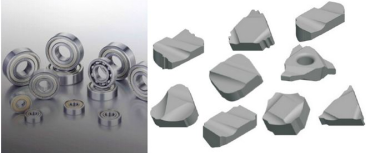
图25 成都工具研究所针对轴承行业的解决方案
成都工具研究所展示了他们针对轴承行业的解决方案(图25)。轴承的制造一般批量非常大,一些在常规加工中用通用刀具和走刀程序完全可以加工的形状但在轴承行业不得不用成形加工的方法来解决。
工研所经过20多年的努力,已经具备了给轴承制造客户提供从刀具材料选择到全套加工方案的能力。他们生产的金属陶瓷轴承成型刀具,主要用于轴承套圈加工上的成型加工,主要加工套圈的滚道、密封槽、倒角、大小油沟等。目前主要为轴承套圈车加工自动线配套,可为各种型号的深沟球轴承、圆锥滚子轴承、滚针轴承及其他类型的非标成型车加工及数控车加工提供全套解决方案。
成都成量工具集团有限公司

图26 成都成量多种专用丝锥
作为以前习惯生产量大面广产品的成都成量是一家国内的传统大型工具制造厂,这次他们在展会上推出了一系列的专用丝锥。
图26左是他们展出的奥氏体不锈钢专用螺尖丝锥,它采用国外进口材料;采用针对性参数设计、结合刃口钝化技术,并使用国际先进高精度数控机床加工,既能克服不锈钢韧性大,导热性差,强度高,膨胀系数大冷硬趋势强等特性,又保证丝锥几何尺寸的一致性和稳定性;采用国外先进涂层技术,其优异的涂层结合力可显著增强丝锥耐磨性、提高丝锥寿命,而微合金化涂层可明显改善红硬性,减少高速切削环境下的刃口磨损。
图26右是加工中心铸铁专用丝锥,适用于在加工中心上以较高的切削速度(可达30~35m/min)加工材质为铸铁类(包括灰口铸铁、球墨铸铁、蠕墨铸铁)的发动机缸体、缸盖的内螺纹加工。据成量介绍,相比普通丝锥,铸铁专用丝锥有转速高、寿命长、刚性好、稳定性好等特点,其性价比优于国外品牌同类型丝锥。
汉江工具有限责任公司

图27 汉江工具高速钢车齿刀
所谓车齿,就是由图1的车齿刀代替啮合中的螺旋齿轮副中的一个,并沿工件轴线移动的方法。据汉江工具介绍,它的切削运动特征有两个,一是运动与轴向剃齿相同,二是刀刃上同一点的工作角度在切削过程中变化。从开始参与切削时的正前角,变为绝对值较大的负前角。
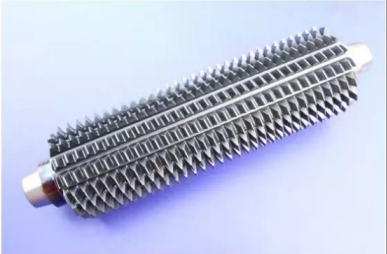
图28 汉江工具小直径加长杆式滚刀
汉江工具的小直径加长杆式滚刀(图28)主要用于汽车变速器齿轮生产线,大批量的滚齿加工。相对于传统滚刀而言,它直径小,滚齿的切入和切出的空行程时间缩短。
同等轴向进给量条件下,滚刀转速可以提高。滚刀加长后,窜刀次数增多了:滚刀单次修磨后,加工的齿轮件数多,寿命长,两次修磨之间的时间变长。从环保的角度,这种滚刀是干切,可以不用切削液,由风冷即可,这也减少了废液的处理成本。这些都有利于提高生产效率,也把无人值守的自动生产线变为现实。

图29 汉江工具斜(直)齿剃前修缘插齿刀
图29是汉江工具斜(直)齿剃前修缘插齿刀,它主要用于剃前或磨前齿轮的双联或多联外齿轮,或齿顶倒角的内齿轮插齿加工。与传统相比,被插齿轮的倒角和挖根更精准,更一致。齿轮的设计再也不受螺旋角的限制,设计空间和裕度更大。
北京仁福技贸有限责任公司
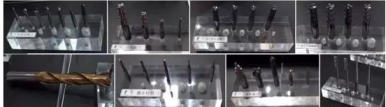
图30 北京仁福的各种非标铣刀
北京仁福是一家既从事刀具贸易(代理瓦尔特刀具和翰默刀柄),也从事非标刀具制造的企业。
标刀具上主要覆盖铝合金加工(图30)、钛合金加工(图30)和不锈钢加工;既有针对3C行业的一些特殊刀具(图30)也有其它一些各式各样的非标铣刀(图30和四);既有直径达32mm的整体硬质合金铣刀(图30),也有小尺寸的微小径(图30)刀具。
对客户需要开发和制造各类铣刀。仁福介绍说,有个案例是客户铣削的长径比并不需要常规的标准长度,他们就会缩短刀具长度以增加刀具刚性,从而也提高了刀具的寿命;在这些刀具的各项几何参数和表面质量上追求与客户需求相适应的改变,都取得了很好的效果。最小钻头直径已经可以达到0.1mm。
PRO-MICRON GMBH & CO.KG

图31国Pro-micron公司的SPIKE无线切削状态测量系统
德国pro-micron公司是一家专注于工业无线解决方案的公司,SPIKE是其无线动态切削力测量系统产品(图31),它创新性地将传感器安装于刀柄上,直接在加工过程中将测量的动态切削力(轴向力,扭矩和弯矩)数据无线实时地传输到电脑,独一无二地用更敏感的弯矩作为切削力主要指标,并用专利的极坐标图形来表现弯矩的实时变化,可以直观看到每个切削刃的实时状态。
配套功能强大的软件不仅采集,储存数据,还可将采集的切削力数据进行各种对比分析,快捷创建直观的分析报告,基于此进行离线分析,过程优化,程序优化,切削参数优化,预测和优化刀具寿命等,高级版可以实现与机床系统集成,用spike_kpi进行在线分析和监测,实现自动换刀和停机。
偌大的CIMES2018,令人目不暇接,在展海拾贝,只能挂一漏万。CIMES愿与您一路同行,共同努力,为中国机床的梦想成真,绘上重彩一笔,把更好的展品及服务奉献给CIMES2020。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

