


罩类零件的车削工艺研究
2018-11-16 来源:西安现代控制技术研究所 作者:刘强,孙韶渝,李威宇,郭志伟,康朝旭
摘 要:罩类零件是弹体结构的重要组成零件之一,生产工艺在罩类零件的质量保证方面具有决定性作用。各种工艺方法都有自己的优缺点和适用场合,其中适应性最强、使用频率最高的便是罩类零件的车削工艺。针对罩类零件的车削工艺,通过大量工艺试验积累的数据参数和技术经验,在阐述了罩类零件薄壁的结构特点及各项严格的技术要求的基础上,提出了包括冲压模具设计、工装设计、测量方法选用、刀具及切削参数选择、工艺路线确定等在内的罩类零件的具体工艺方案,对指导相关产品生产具有一定的参考价值。
关键词:罩类零件;刀具:模具
罩类零件在加工生产中具有精度要求高、易变形和工艺性差等特点,采用不同的加工方法对零件的质量、生产效率和成本具有明显的影响。旋压成型的方法,其设备造价颇高;锻造成型法仅局限于零件的毛坯生产。
这些加工方法的后续工序仍需要进行车削加工。车削加工设备普遍应用于机械加工领域,其生产方便、成本低、加工适应性强,尤其在罩类零件的加工中,越来越体现出它的优势。本文针对罩类零件特点进行车削工艺研究,所得到的技术成果可供同类零件加工参考。
1 、概述
1.1 罩类零件的结构特点
罩类零件是弹体结构的重要零件之一,其常见种类如图1所示。
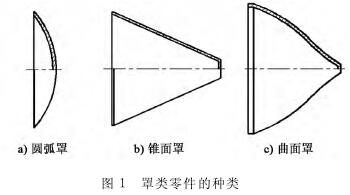
从罩类零件的结构特征来看,它们基本都属于薄壁件,其加工部位主要是内外圆弧面、内外圆锥面、内外曲线面及大小端面等。
1.2 罩类零件的技术要求
罩类零件的内外型面与特殊部位接触,通常对其尺寸精度要求较高(为IT5~IT8)。罩类零件的形状精度主要是指圆度、圆柱度,一般应将其限制在尺寸公差范围内。对精度要求高的零件,应在图样上标注其形状公差。常见的位置精度是指对内外型面的壁厚差要求,即同轴度一般规定为 0.01~0.03 mm。另外,大小端面相对于轴线的垂直度一般规定为 0.01~0.05mm。根据不同的零件材料,相应的表面粗糙度为Ra0.8~Ra1.6μm。
1.3 、罩类零件的材料、毛坯及热处理
此类零件根据不同工作条件和使用要求选用不同的材料和热处理方式,以获 得 相应的力学性能。常见的材料有铜、钽、及钛合金等。罩类零件最常用的毛坯是圆棒料、
锻件、冲压件和旋压件。毛坯经过加热锻造后,能使金属内部纤维组织沿表面均匀分布,可获得较高的抗拉、抗弯及抗扭强度,同时能节约材料,减少机械加工余量。冲压件一般有冷冲压和热冲压,对于体积较大的罩体零件,采用热冲压时容易形成毛坯表面超硬层,如果钛合金材料冲压后的硬度>60 HRC,这将给加工带来难度。
冷冲压一般用于中小型圆弧罩体零件,通过专用模具将板材冲压成待加工状态,同样节省材料,适用于大批量生产。将一定形状的板材在旋压机上加工形成的罩类旋压件可以获得很高的尺寸和几何精度,后续只需进行工件长度方向上的加工即可。单件小批量的产品采用圆棒料加工比较经济,留工艺台后加工成形,可以节省模具费用。罩类零件有再结晶软化退火、晶粒细化和低温时效等热处理要求,大多在毛坯锻造和热冲压出厂时已经完成,本文不再讨论和安排热处理工序。
2 、罩类零件的工艺方案设计
2.1 冷冲压模具的设计
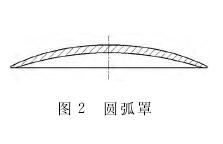
采取冷冲压的铜、钽板类材 料,依 据 罩 体 零 件尺寸设计冲压模具。本文介绍一种相对简单实用的冲压模具(见图2)
根据该零件的尺寸,选取板料厚度、毛坯尺寸, 形成毛坯加工图(见图3)
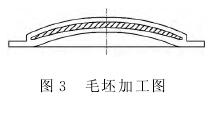
先确定 毛 坯 外 弧 面,一 般是外弧 面 对 应 外 弧 面,如果零件是变壁厚的就以小圆弧为基准往外留出加工余量,然后按板料厚度往下平移形成内弧面,内、外弧面应能包络零件外形尺寸。过渡圆弧选R3~R5mm,圆环台外径则保证单边至少5mm 余量。根据毛坯加工图,设计冲压模具如图4所示。
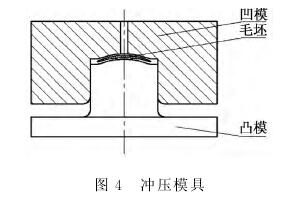
凹、凸模通过中心的导向柱进行冲压。使用时,先将凹模平放涂油,放入板料,压上凸模,逐渐增加压力至工艺要求。脱模时,采用细铜棒插入凹模中心的通孔内轻敲毛坯。
2.2 定位基准的选择与转换
罩类零件的定位基准一般都在工艺台上,根据加工需要,工艺台可以设计成圆柱、圆环和锥台等。圆棒料加工的罩体类零件主要采用圆柱和圆环工艺台定位;锻造件和冲压件主要采取圆柱和锥台定位,其中冲压的圆弧类罩体零件主要以圆环定位,有时可采用中心孔作为辅助基准。
2.3 专用工装的设计
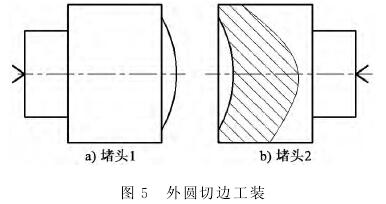
冲压完后的毛坯进行切边处理,需要使用的工装如图5所示。加工时先与待加工半成品的外弧面配车堵头2端面上的内弧面,然后将堵头1装夹固定在主轴上,与待加工半成品的内弧面配车端面上的圆弧凸台。工件放在两堵头的内、外圆弧面之间,用百分表找正后进行加工。
经过切边、车制形成的装夹基准需要采取定位胎具进行夹持,常见的定位工装有如下2种。
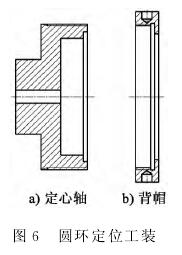
1)以圆环类工艺台定位的工装。将工件上的圆 环台放入定心轴(见图 6)口部的台阶孔内,用背帽压紧。定心轴上的台阶定位孔与工件上圆环定位台的配合间隙直接决定零加工的同轴度,间隙越小,同轴度越 高。该种 工 装 的优点是符合定位基准统一原则,工件的内、外型加工的定位基准 不变可以获得较高的加工精度;缺点是定心轴上的台阶定位孔与工件上圆环定位台的配合间隙不易控制,还需要控制圆环台的长度以便于拆卸工件。
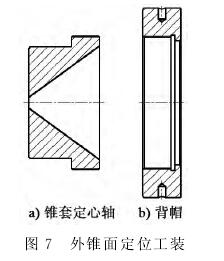
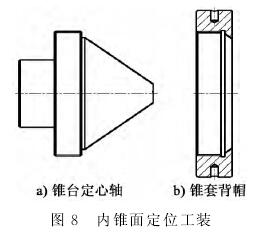
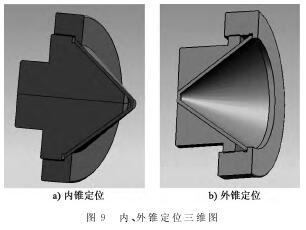
2)以工艺锥台定位的工装。该种工装容易获得很高的几何精度,定位基准是工件的内锥面和外锥面。当外锥面定位时,背帽压紧工件端面;当内锥面定位时,锥套背帽压紧工件的外锥面。该种工装需要在工件大端方向留出5~10mm轴向余量的工艺锥台。外锥面定位工装(见图7)的定位锥面可以根据需要决定锥面长度,大小端处锥面定位,
锥面中间空出的情况更有利于装夹使用。锥面精度应与工件保持一致,必要时适当研磨。
内锥面定位工装(见图8)使用方法同上,唯一不同的是在锥套背帽压紧工件后留出的工件长度应大于零件的总长。
以锥面罩的内、外锥定位的三维示意图如图 9所示。
对于曲面罩的定位工装,可以根据罩体的深浅决定使用上述的哪种工装,仅改变工装定位面的形状就可以满足加工需要。当罩体的内、外型加工完成后,再次配车图5所示的外圆切边工装,并使用该工装进行总长和外圆尺寸的后续加工。
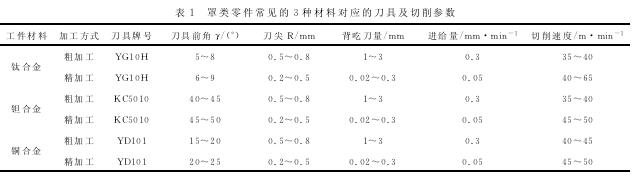
2.4 刀具和车削参数
针对不同的加工材料,经过生产实践,总结出使用的刀具种类和相应的切削参数,对产品的车削加工具有一定的指导意义。罩类零件常见的3种材料对应的刀具及切削参数见表1。
2.5 测量方法
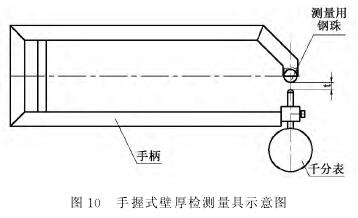
在工件的检测方面,粗加工和半精加工中使用通用的量具,如游标卡尺、万能角度尺和百分表等。在精加工中,选用特制的壁厚检测量具结合三坐标测量机进行检测。有的零件对同一剖切面壁厚差有严格要求,这就需要对零件壁厚差进行精确测量。当现有的壁厚检测量具无法对零件进行全形面壁厚检测时,可以设计专用量具来测量。这里推荐一种手握式壁厚检测量具,该量具采用千分表和量块辅助工具对零件进行测量,具有测量精度高、速度快、尺寸和长度范围大等优点。
手握式壁厚检测量具示意图如图10所示。
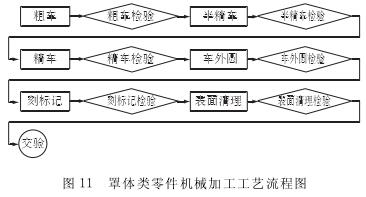
2.6 工艺路线的确定
根据罩类零件的回转体结构、零件的高精度和表面质量,车削加工工艺路线为:粗车→半精车→精车。具体工艺路线如图11所示。
3 、关于车削工艺的说明
3.1 工序的安排
3个加工阶段的划分可以有效消除金属残余应力,从而获得较高的加工精度。比如,零件为内、外锥结构,使用内、外锥面互为基准,通过3个阶段的反复加工来满足产品的壁厚和同轴度等要求。对于罩类零件有外圆和总长度尺寸要求的,一般都放在最后一道车外圆工序。这时采用圆弧定心胎或者内锥定心胎固定工件,并用百分表找正,使跳动小于产品同轴度要求后车制成形。
3.2 工序设备与工件表面质量
罩类零件的表面质量要求高,在数控车床选择方面,应选择具有恒线速的数控车床,保证加工锥面时切削速度恒定,从而满足表面质量要求。
3.3 程序的编制
由于某些零件的尺寸较大,在精加工过程中一次走刀时间较长,这样会造成刀具的微量磨损,从而影响整个形面的壁厚差要求。此时可利用程序微量调整法,用以消除因刀具磨损而产生的壁厚差问题。具体操作方法是先把内形面精加工完成后,在精加工外形面时,把相应各坐标点按半精加工外形面所测壁厚实际尺寸,按比例补偿调整。
4 、结语
经过实际生产的检验,罩类零件的冲压模具方便实用,工装定位精度较高,刀具及切削参数切合实际,量具测量准确,工艺方案设计合理,已经产生了一定的经济效益。罩类零件的车削工艺能够弥补其他加工工艺的不足,在实际生产中具有加工适应性强、快速可靠、成本低和质量稳定的优点。本文所提到的工艺方案设计、专用工装、测量器具、刀具及切削用量可操作性强,在指导产品生产方面具有参考价值。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

