


刀具几何参数对铝合金车削性能的影响
2019-11-5 来源:贵州大学 机械工程学院 国家精密微特电 作者:张蓉蓉 李长虹 赵先锋 李荣隆
摘要:根据刀具的主要几何参数设计了单因素实验,在 Deform-3D 中建立了铝合金 7075 的车削有限元模型,对车削过程进行仿真,通过数据处理,得出前角、主偏角、刃倾角、刀尖圆弧半径对切削力和切削温度的影响,结果表明:切削力随前角的增大而减小,随刀尖圆弧半径的增大而增大,主偏角和刃倾角对各方向上的力影响不同;切削温度随前角、刃倾角的增大而上升,随刀尖圆弧半径的增大而下降。
关键词:切削力;切削温度;Deform-3D;刀具;几何参数
切削加工中,切削力和切削温度对刀具耐用度、工件加工精度、已加工表面质量、加工稳定性等诸多现象都有很大影响。刀具几何参数是影响切削力和切削温度的重要因素,刀具几何参数的合理选用对保证零件加工质量、提高生产率、延长刀具与设备的使用寿命、降低加工成本等方面有着非常重要的现实意义。
有限元仿真技术日趋成熟,在切削加工研究方面,尤其是在刀具几何角度这种实验成本高的研究方面发挥了重大作用,大量事实证明利用有限元仿真得出的结果可靠性高,对现实生产有重要的参考价值。
高强度锻压铝合金 7075 是一种硬度高、密度小、耐腐蚀、易加工的材料,在航空航天、机械设备、工装夹具等强度高、抗腐蚀性能强的高应力结构体中得到广泛应用。在 UG 中建立刀具的三维模型,设计单因素实验方案,在有限元分析软件 Deform-3D 中建立车削模型,对硬质合金刀具车削加工 7075 铝合金工程进行仿真,研究了刀具几何参数对其切削力和切削温度的影响,为 7075 铝合金切削工艺参数的优化提供理论依据。
1 、单因素实验设计
车刀的主要几何参数主要包括前角、后角、主偏角、副偏角、刃倾角和刀尖圆弧半径,这些参数各自有不同的功能及选用原则,并且它还相互联系相互影响。
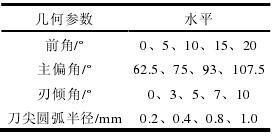
本文考虑影响车削力和车削温度的主要几何参数,以前角、主偏角、刃倾角、刀尖圆弧半径为研究对象,各参数选取水平如表 1 所示。
表 1 刀具几何参数水平表
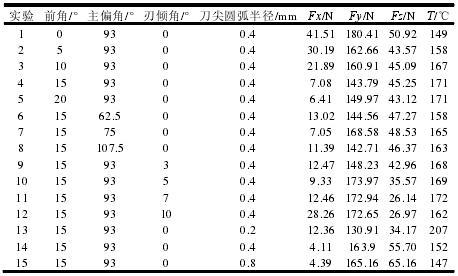
增大后角可以减小刀具后刀面与工件之间的摩擦,提高已加工表面质量,由于大部分实验选取了 15°前角,若是选择过大的后角,就会使刀具楔角显著减小,削弱切削刃强度,减小刀头散热体积,影响刀具寿命,参照山特维克车削铝合金专用车刀片,选取后角为 7°,刀尖角选取为 55°。具体实验安排如表 2 所示。
表 2 实验切削力和切削温度
2 、车削仿真模型
2.1 车削仿真模型的建立
参照山特维克刀片 DCGX11T304-Al,在UG 中建立各刀片的三维模型,以.stl 格式导出;在Deform-3D 中建立车削模拟模型,刀具材料选用 WC,以相对方式划分网格,并在刀尖处细化网格;工件模型为塑性,直径 50 mm,弯曲角度 20°,以绝对方式划分网格,最小单元格尺寸为进给量的 30%,在工件与刀尖接触处的区域细化网格,设置细化网格窗口随刀具移动。
2.2 仿真结果的提取
仿真完成后,进入后处理窗口,提取切削力和切削温度。在 Deform-3D 中,主切削力为Fy,进给抗力为 Fx,切深抗力为 Fz。将切削力导出,在数据处理软件 origin 中对曲线做平滑处理,取达到稳态时的切削力作为最终切削力。随着切削的进行,切削温度随塑性变形和摩擦的不断积累而不断升高,最高温度出现在前刀面距刀尖一定距离处,高温加剧了刀具的粘结磨损、扩散磨损和氧化磨损,容易生成月牙洼。取每组仿真实验刀尖处的最高温度,如表 2。
3 、刀具几何参数对切削力的影响
切削力主要来源于工件被切削部分发生弹性和塑性变形时的抗力、刀具与切屑之间及刀具与工件表面之间的摩擦作用。将切削力分解为三个相互垂直方向的分力,它们各自有不同的作用:主切削力 Fy是计算刀具强度,确定机床功率的主要依据;进给抗力 Fx是设计进给机构,确定车刀进给功率的依据;切深抗力 Fz不消耗机床功率,当机床或工艺系统刚度不足时,易引起工件变形或造成震动。为直观观察各几何参数对切削力的影响,将数据画成折线图。
3.1 前角对切削力的影响
如图 1 所示,主切削力 Fy和进给抗力 Fx均随前角的增大而减小,且 Fx的降低幅度更明显,切深抗力 Fz在前角不断增大的情况下保持平稳。这是由于随着前角的增大,工件被切削部分塑性变形减小,变形系数减小,沿前刀面的摩擦力随之减小,因此产生的切削力减小。
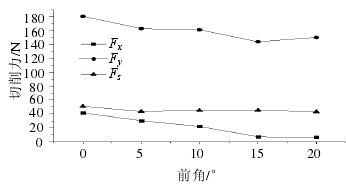
图 1 前角对切削力的影响
3.2 主偏角对切削力的影响
如图 2 所示,切深抗力 Fz在主偏角不断增大的情况下缓慢减小;主偏角由 62.5°增加到75°,主切削力 Fy增大,进给抗力 Fx减小缓慢;随后随着主偏角的增大,主切削力 Fy减小,进给抗力 Fx缓慢增大。这是由于主偏角较小时,刀尖圆弧所占的切削工作比例增大,使切屑变
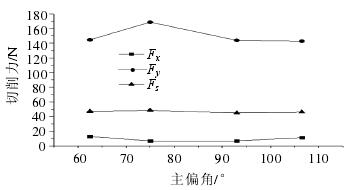
图 2 主偏角对切削力的影响
3.3 刃倾角对切削力的影响
如图 3 所示,刃倾角由 0°增大到 5°,主切削力 Fy增大,在由 5°增大到 10°时,Fy变化很小;进给抗力 Fx随着刃倾角的增大而增大,切深抗力 Fz随着刃倾角的增大而减小;从切削力角度分析,切削时选用大的刃倾角可以有效降低切深抗力 Fz,从而降低振动,提高已加工表面质量。
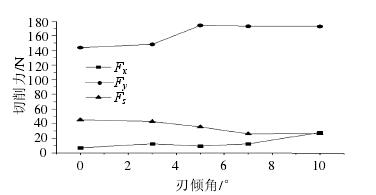
图 3 刃倾角对切削力的影响
3.4 刀尖圆弧半径对切削力的影响
刀尖圆弧半径的大小会影响切削刃的圆弧部分长度和各点主偏角。如图 4 所示,随着刀尖圆弧半径的增大,主切削力 Fy和切深抗力 Fz增大,进给抗力 Fx降低。这是由于刀尖圆弧半径增大使切削刃曲线部分的长度增大,各点的主偏角减小,切削宽度增大,切削厚度减薄,使切削变形增加,导致主切削力 Fy和切深抗力Fz增大。
4 、刀具几何参数对切削温度的影响
切削加工时,若切削热没有及时传导出去,就会影响刀具的使用寿命,还会影响工件的加工精度和表面质量,甚至引起机床热变形,造成经济损失。影响切削热与切削温度的因素很多,这里分析车刀几何角度对其产生的影响。
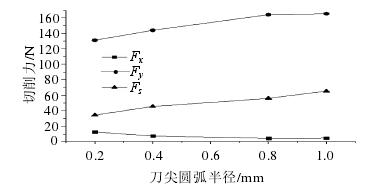
图 4 刀尖圆弧半径对切削力的影响
4.1 前角对切削力的影响
如图 5 所示,切削温度随前角增大而升高。这是因为前角使刀具与切屑的接触面积减小,通过切屑带走的热量大大减少,同时,前角的增大使刀具楔角减小,导致刀头散热体积减小,散热条件变差使切削温度上升。
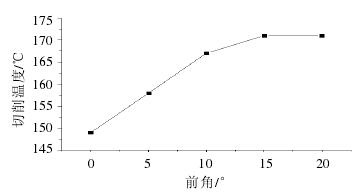
图 5 前角对切削温度的影响
4.2 主偏角对切削力的影响
如图 6 所示,主偏角由 62.5°变化为 75°时,切削温度上升。这是由于主偏角增大,切削宽度减小,散热减小;当主偏角继续增大时,切削温度降低,这是由于切削宽度减小,切削厚度增大,切削变形和摩擦减轻,切削力减小,结合图 2 可以看出,在主偏角的这一变化阶段,主切削力也减小,所以切削温度随之下降。
4.3 刃倾角对切削温度的影响
如图 7 所示,主偏角由 0°变化为 7°时,切削温度上升。这是由于刃倾角增大刀头散热体积减小;当刃倾角继续增大时,切削温度下降,这是由于刃倾角增大为 10°时刀具的锋利程度明显变大,切削变得轻快,切削力减小,切削温度随之下降。
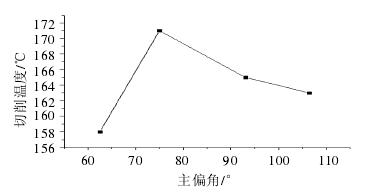
图 6 主偏角对切削温度的影响
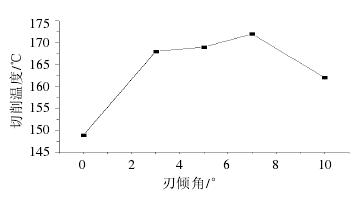
图 7 刃倾角对切削温度的影响
4.4 刀尖圆弧半径对切削力的影响
如图 8 所示,切削温度随着刀尖圆弧半径的增大而下降。这是由于刀尖圆弧半径的增大使得刀尖部分导热面积和容热体积增大,大大改善了散热条件,所以切削温度会有所下降。
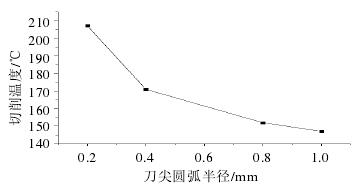
图 8 刀尖圆弧半径对切削温度的影响
5 、结论
(1)选取前角、主偏角、刃倾角、刀尖圆弧半径为研究对象,设计了单因素实验方案,在 Deform-3D 中建立车削模型对切削过程进行仿真,得到三个方向上的切削力和切削温度。
(2)切削力随前角的增大而降低,随刀尖圆弧半径的增大而增大;随着主偏角的增大,切深抗力 Fz缓慢减小;主切削力 Fy先增大后减小,进给抗力 Fx先减小后增大;随着刃倾角的增大,主切削力 Fy先增大后趋于平稳,进给抗力 F增大,切深抗力 Fz减小;从减小切削力和保证加工平稳性考虑,刀具的最佳组合为:前角 15°、主偏角 93°、刃倾角 7°、刀尖圆弧半径0.2~0.4 mm。
(3)切削温度随前角、刃倾角的增大而上升,随刀尖圆弧半径的增大而下降,随主偏角的增大而先增大后减小。切削加工时,应综合考虑切削用量、加工质量、生产效率等方面,合理选用刀具几何参数。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

