


改善入墙式水龙头主体车削工艺分析
2020-3-19 来源: 广东省国防科技技师学院 作者:吴爱平
摘要 :随着市场的竞争,客户对产品的要求越来越高,对产品的样式也趋向个性化设计。车削加工对提升产品的尺寸公差精度、加工表面品质起重要作用。本文从工艺的选择、刀具参数、车削操作等方面论述车削加工的应用。
关键词 :车削加工 ;车夹具 ;刀具
0 前言
产品中,种类样式较多,形状复杂,有的是不规则的铸造毛坯。加工这类产品时,由于产品内孔的尺寸公差精度、表面品质要求高,成形刀的加工磨损大,造成良品率低。运用车削加工技术,对工艺进行改进,解决了原来出现的生产异常,提高了生产效益。以下是对车削加工作论述。正文 :产品名称 :入墙式水龙头主体,材料 :H59。零件加工图如图 1 所示。
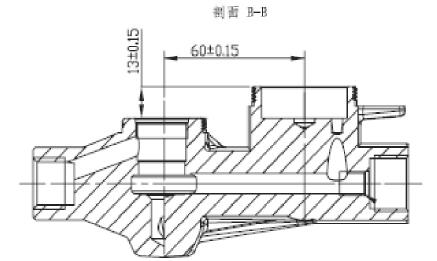
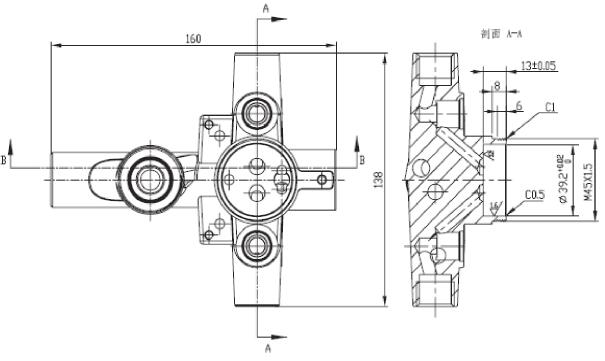 图1
图1 1 、加工工艺方法分析
图 1 中零件要加工的地方较多,进水孔、出水孔、定位孔等。原来阀芯部位(尺寸 Φ39.2+0.02、深 13±0.05 工艺是安排在专用机上加工,刀具采用成形刀。但多批次生产后发现问题,零件内孔尺寸 Φ39.2+0.02 偏差较大,且内孔的 Ra值为 1.6 粗糙度达不到要求,造成每批次的不良率高,严重影响生产效益。原因是在专用机成形刀具加工时工件振动较大,且加工一定数量产品后刀具磨损影响精度。经过不断验证。在加工此零件,如何装夹是关键,零件装夹能解决工件振动造成的影响,保证零件的精度要求。
2 、车床夹具的设计制作和使用
此零件是铸造成型的毛坯件,外形复杂,不能直接装夹在车床三爪上,需要制作一套夹具(如图 2),在生产中快速装夹,提高效率。
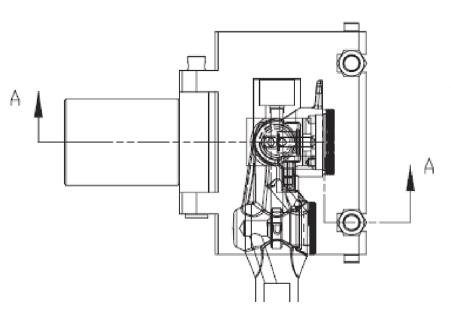
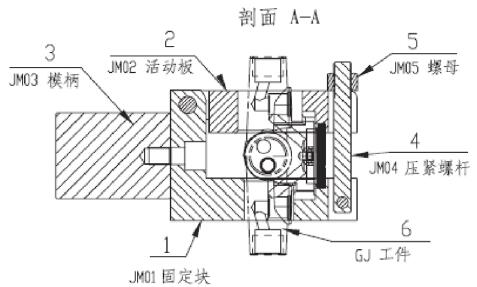
图2
(1)如图 2 所示,夹具主要由 1,2…6 号零件构成,1号零件为固定块与 3 号零件联接固定一起,为装夹方便,2号零件是活动的,可自由打开和压紧,夹具取出或放进工件都可以快速完成,满足生产的需要。
(2)为方便制作夹具,3 号零件与 1 号零件固定块分开,采用螺纹连接方式,焊接以加固,保证生产安全可靠。
(3)图中 1 号零件与 2 号零件在加工中心上加工,保证夹具的内腔与工件毛坯形状一致,装配好后与模柄的中心同轴,满足车削加工要求。4号零件起到夹紧的作用,满足安全生产要求。
(4)把车夹模装在车床上,校正模柄的中心与车床的中心一致。装夹工件时打开 2号零件,清除内腔的杂物、切削屑等,工件放到位后放下活动板压紧工件,拧紧螺母,保证工件夹紧牢固、安全生产。
3 、刀具的技术参数
(1)刀具在切削过程中温度高、切削力大,为了防止刀具磨损影响粗糙度要求,刀具有一定的硬度、耐磨、抗弯强度性能。为了防止在车削时震动大,影响粗糙度和尺寸公差。刀杆也要大,伸出的长度也尽可能短,以保证足够的刚性和强度。
(2)加工时,车刀的好坏直接影响到产品的质量及刀具的使用寿命,根据加工的产品材料、切削量等来确定前角的合理值。同样,刀具后角也是影响刀具强度、散热等性能的重要参数,在粗加工后角磨得小些,精加工磨得大些。
4 、车削重点与难点分析
(1)内孔(尺寸 Φ39.2+0.02、 深 13±0.05) 可 以分粗加工和精加工两道工序进行,保证尺寸公差 +0.02 和粗糙度 Ra1.6 要求。外螺纹M45×1.5(深 6mm)可分多次车削,保证螺纹符合螺纹通止规。
(2)如何保证粗糙度 Ra1.6 要求和内孔尺寸公差 +0.02是关键。在车削过程中,影响加工表面的因素很多,有以下几个方面 :(a)刀具的影响,已加工表面是由刀具的主、副切削刃切削而成的。(b)提高切削速度使积屑瘤减小,减少变形,提高加工表面品质。(c)适当减小进给量可降低残余面积来减少表面粗糙度值。当然,在机床精度和刚度允许的情况下才能获得良好效果。(d)为了节省刀具材料和增加刀柄强度,刀片通常焊接在刀柄上。(e)提高待加工的工件毛坯质量,通过热处理改善切削加工性能,有利于获得要求高的表面品质。以上方法和措施,通过不断的调试,找到有效方法。
结论
(1)通过分析,结合实际条件,运用学习过的车削加工技术,对工艺进行改进,有效提高了生产效益。
(2)夹具的制作对工艺的实施有着重要的影响。
(3)刀具的制作、车削操作对工艺的改善至关重要。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

