


合理设计刀杆刀具实现深槽的加工
2020-11-28 来源:安徽马钢表面技术股份有限公司 作者:徐小龙,胡雯雯
摘 要: 通过对窄开档深槽结构的分析,合理设计刀杆刀具,并选择适当的切削参数,实现了难加工件的加工。
关键词: 窄开档; 深槽; 刀杆刀具; 切削参数
由于产品结构的更新换代,这对我们工程技术人员提出了越来越高的要求,要求我们技术人员在原有知识和经验的基础上,创造性的开拓思路,解决问题。下面就前期车间一种难加工辊子的解决思路做一小结。
1 、辊子加工难点
原成品辊子图纸见图 1,由于现场使用状况有所变化,需要在原成品辊的基础上加工 4 道 290 /428x80 的环形槽( 见图 2) ,观察 4 道环形槽的位置,左右两边的环形槽不难加工,难点在于中间 70开档的两道环形槽,难点有三:
( 1) 开档太窄,而刀杆太粗,不能进去,细刀杆又不能满足强度要求;
( 2) 环形槽太深,而开档太窄,刀具不能深入槽底部;
( 3) 原成品辊子有 4 - 40 孔,刀具移动到此处时,容易产生振动而伤刀。
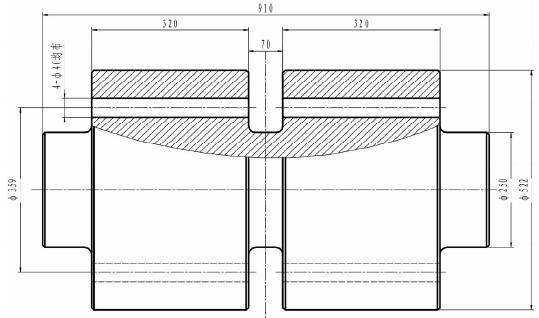
图 1 原成品辊子
2 、解决思路及办法
面对以上三个问题,经逐一分析,综合考虑,找到了如下解决办法:
对第一个难题,由于 70 刀杆不能进入辊子70 开档,即使勉强进入,刀杆也不能横向移动。但我们做一图 3 所示 70 圆的内接四边形,其每边仅有 49. 5 宽,经材料力学强度公式计算,强度只比原来减少 15% ,通过用 49. 5 方刀杆代替 70 圆刀杆,强度没有削弱多少,但刀杆能进入 70 开档,而且刀杆还有 70 - 49. 5 = 20. 5 的移动间隙,为后面切槽创造了条件。经车床试切削加工,不但强度满足要求,而且刀杆进退、横移都很自如。
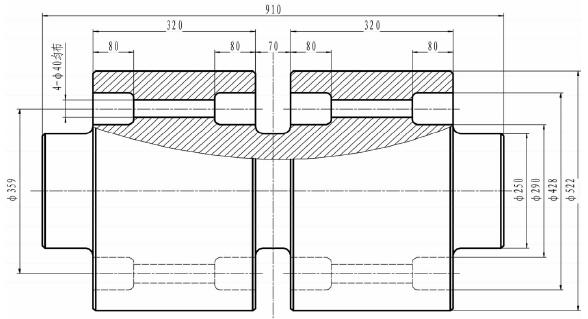
图 2 环形槽辊子
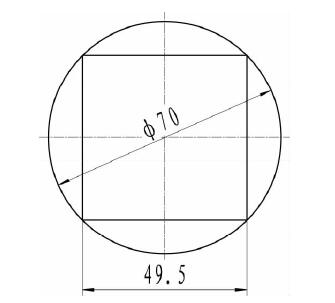
图 3 圆形刀杆与方形刀杆
对第二个难题,由于开档 70 太窄,而环形槽太深,达到 80,难于加工,因而我们摒弃了普通车刀,重新设计了图 4 的多把长度不等的两边切削车刀。第一把车刀长度为 65,以适应槽宽 70,并留有少量退刀间隙,通过图 4 可以计算得出该把车刀能加工环形槽最大深度为 65 - 10 - 5 - 20 /2 - 49. 5 /2 = 15. 25 mm( 其中 65 为刀具长度,10 为刀具切削刃长度,5 为刀具固定螺栓到切削刃边的距离,20为刀具两固定螺栓中心距,49. 5 为刀杆宽度) ,加工完开档一边环形槽后,将刀杆移向开档另一边,同样可以加工深度为 15. 25 环形槽,加工后,两环形槽间距变为 70 + 15. 25 + 15. 25 = 100. 5;第二把车刀长度为 90,100. 5 - 90 = 10. 5 mm的间隙为刀具进入环形槽用,不然刀具不能进去,第二把车刀切屑后环形槽深度变为 90 - 10 - 5 -20 /2 - 49. 5 /2 = 40. 25,两 环 形 槽深 度 变 为 70 +40. 25 + 40. 25 = 150. 5;第三把车刀长度为 130,150. 5 - 130 = 20. 5mm 的间隙 为 刀具 进入 环 形 槽 用,随着 环 形 槽 越深,留给刀具的间隙越大,刀具才能进入环形槽,第三把车刀切屑后环形槽深度变为 130 - 10 - 5 -20 /2 - 49. 5 /2 = 80. 25,从而满足 了 加 工 290 /428x80 的环形槽的要求。
对第三个难题,原成品辊子有 4 - 40 孔,刀具移动到此处时,容易产生振动而伤刀。对于这个问题,我们在设计图 4 所示刀具时,将切削刃加宽加厚,宽 x 厚达到了 20x15,大大加强了切削刃强度; 不仅如此,我们还通过多次试制,通过数据的对比分析,找到了良好的切削参数为切削速度 30 r/min,进给量 0. 2 mm / r,切削深度 3 mm,在这一切削参数下,不仅保证了加工的平稳,保护了刀具,而且较好的保证了效率,一举两得。
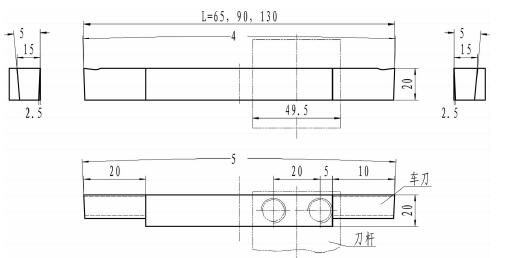
图 4 车刀
3、 结束语
通过以上辊类备件加工难点的分析,我们重新设计刀杆刀具,并合理选择切削参数,找到了解决办法,为该方面问题解决贡献了一种新的思路和方法。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

