


自动生产线上刀具设计的若干问题
2022-7-12 来源:伊斯卡 MTB 项目经理 作者:Joseph Polyanovsky
在现代化制造的今天,工业需要快速有效的大规模生产解决方案,自动生产线机床的设计和装备应运而生。自动生产线是由多个工作站组成的,装配了多种用于不同加工操作的刀具,如车削、钻孔、铣削和镗孔。每个工作站可能有好几个配备有切削刀具的主轴,用于加工一个工件的不同表面,这意味着几十把刀具可同时进行作业。
随着行业对更高量产零件的需求不断增长,自动生产线机床已被广泛采用,尤其是当需要将棒材加工成小型圆柱形零件时,这一现象促使这些机床更受市场欢迎。能否实现高性能生产在很大程度上取决于刀具是否高效,而找到一把最理想的刀具是一项需要机床制造商、刀具制造商和机床用户之间协同合作的任务。这一协作链的各个环节与最终的加工效果有直接的关系——合作越紧密,所选择的刀具就越高效。与领先的机床制造商(MTB)的持续合作和沟通,为伊斯卡提供了基础的专业知识和经验,以改进自动生产线机床的刀具及其夹具的开发。
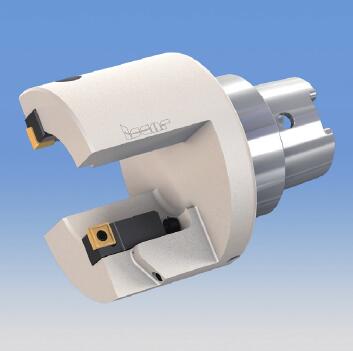
可调试套刀
伊斯卡的 MTB 专家认为,成功取决于正确的刀具设计。由于加工过程的复杂性,大多数刀具是特别定制的。组合刀具可以保证精确的加工周期,针对一个给定的加工工艺可减少所需工位的数量。通常这些刀具组合在一起进行多种类型的加工,如钻孔、镗孔、锪孔、倒角和直头沉孔等。这些刀具通常都有调节机构。组合刀具必须具备多个加工区域的全方位排屑功能,这也是对刀具设计的一个关键要求。
用于钻孔、套料和倒角加工的组合刀具通常可以同时加工内外表面。当需要同时加工多个表面时,整体设计必须确保高刚性以避免引起特定形状刀具的振动,特别是那些具有复杂形状的刀具。钻孔和内槽加工刀具的组合除了省去额外工位的需要,还节省了总成本,缩短了加工周期。为这些组合提供操作中的刀具防撞设计,并确保工件内部排屑顺畅是至关重要的。例如,带有倒角和反倒角的插铣加工,通常使用长悬伸刀具按顺序进行加工。因此,设计要求加强刚性和减振能力。
为自动生产线选择最适宜的刀具及其刀柄通常需要特定的刀具尺寸,由工作站的参数、行程限制和可靠的排屑来确保不停机的生产循环。刀具制造商与机床制造商之间通过必要的合作以验证和确认规划的工艺和进行正确的刀具选择,无论是从初始设计到量产阶段,还是生产后的优化。紧公差可以通过特殊定制的一体式刀具来实现,这些刀具具有不同的接口,如 CAMFIX 或 HSK。带有调节机构的刀具设计既可确保公差精度,也可保证刀具和工艺的稳定性和刚性。配备了伊斯卡FTB、XNUW 和 PENTA 刀片的旋转和非旋转成形刀具,可实现一次进刀即可加工出复杂形状,缩短了加工周期。
加工中心上的车削作业,如外圆套车、镗孔和反向镗孔一般都是通过垂直于主轴中心线的直线轴加工来完成。这种类型的加工通常被称为“ U 轴”加工,即将刃具安装在具有复杂运动系统和配重装置的特殊刀体上。这些刀具要么安装在模块上,要么直接安装在主轴头上。整体式和模块化刀具都可采用 CAMFIX、HSK、VDI 或其他类型接口,同样也适用于根据客户要求开发的定制刀具。
大批量生产制造商,主要来自汽车、油气行业、医疗行业以及生产微小型零件的细分领域,是自动生产线的主要用户。伊斯卡团队通过与这些客户长期且富有成果的合作,在设计、研发和实施执行中逐步实现了高效可靠的刀具解决方案。这种客户和机床制造商之间建设性的战略合作伙伴关系模式,尤其适用于为自动生产线布局刀具,对于生产率和零件成本之间达成平衡非常重要。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

