



轴承套圈端面圆弧槽、装滚子缺口加工刀具改进
2020-4-11 来源: 洛阳 LYC 轴承 航空精密轴承 作者:张永刚 张少林 张玉玲
摘要: 分析原轴承套圈端面圆弧槽、装滚子缺口采用铣刀加工存在的问题,通过设计锥形刀杆,改变圆槽加工方法,以车代铣,提高了加工效率,降低了刀具消耗和废品。
关键词: 滚动轴承; 机加工; 刀具; 刀杆
在轴承套圈车加工过程中,有些类型的轴承套圈需要加工端面圆弧槽或者装滚子缺口,原加工方式是根据产品圆弧槽或缺口直径的大小选用相应的铣刀。存在问题有: 1) 需要的铣刀规格比较多( 20 ~ 100 mm) ,铣刀尺寸不合适时需要再修磨; 2) 铣刀价格较贵; 3) 对于直径比较大的圆槽或者缺口,由于加工时铣刀与产品接触面积大,铣刀受到的抗力大,容易引起加工面振动,影响产品加工质量,甚至会由于产品移动造成废品。为此,根据铣床加工特点重新设计制作锥形刀杆,再装上机夹刀杆,实现套圈端面圆弧槽和装滚子缺口的加工。
1 、刀杆设计
1. 1 刀杆及刀具
设计制作长度为 250 mm、直径为 45 mm、尾部为莫氏锥度 5 的锥形刀杆( 图 1) ,在刀杆前部插出20 mm × 20 mm的方孔,选取MDPNN2020K15 中置刀杆( 图 2) 和 55°的 DNMG150612 刀片组合成车制刀具( 图 3) 。采用该刀具在卧式铣床上车制端面圆槽,在立式铣床上车制装滚子缺口,加工原理如图 4 所示。
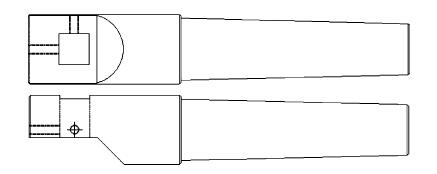
图 1 新设计的锥形刀杆结构图
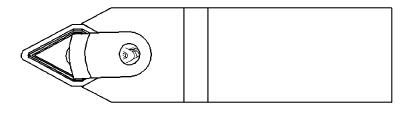
图 2 刀具
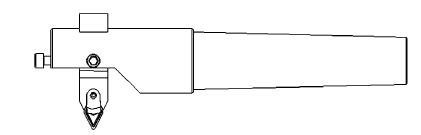
图 3 新设计制作的刀具装配图
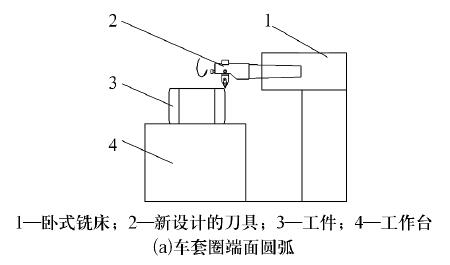
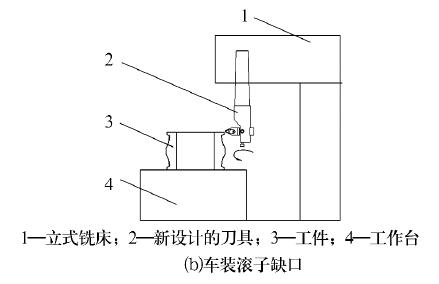
图 4 改进后的车加工原理图
1. 2 改进中置刀杆
由于受锥形刀杆粗细和 MDPNN2020K15 中置刀杆刀头压盖的限制,目前的刀具只能适用于圆槽直径 80 mm 以上产品的加工。为此,又重新选取了 SDNCN2020K11 中置刀杆( 图 5) ,取消刀
头压盖,使中置刀杆可以回缩一部分,扩大圆槽和缺口的加工范围,改进后的刀杆可以加工圆槽直径 50 mm 以上的产品,能够满足大部分圆槽和缺口的加工需求。
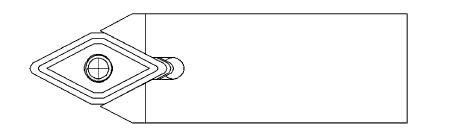
图 5 改进后的刀具
2、 使用效果
以加工 FCD6896310 /P6 /02 为例,其外径 379mm,高度 156. 2 mm,每端面需要铣 8 个 100 mm、深 3. 2 mm 的圆槽,两面共 16 个圆槽,该批产品为1 000 件。改进前用 100 mm 的铣刀铣端面槽,由于接触面积大,加工时产品容易松动,加工 20 件产品就出现 8 件产品由于最后一道工序而报废。改用新设计制作的刀具车端面圆槽,通过调整铣床转速和托盘移动速度来控制加工表面质量,没有再出现废品,刀具费用也大大降低,产品质量完全符合工艺要求,达到了预期目的。
3 、结束语
通过几个型号的试验加工,改进后刀具能够完全满足套圈端面圆弧槽和装滚子缺口的加工,实现了以车代铣。一方面,避免了原铣刀由于没有合适规格需要修磨的问题,且通过伸缩机夹刀杆,可以加工直径 50 mm 以上任意尺寸的圆槽,有效降低了产品加工刀具费用; 另一方面,在加工过程中由于是点接触,相比原来铣刀的面接触,铣刀受到的抗力大大降低,避免了加工过程中由于抗力过大造成的加工面振动、表面质量达不到工艺要求等问题,提高了生产效率和效益; 此外,通过调整铣床转速和托盘移动速度,可以控制车制圆槽的进刀量和速率,保证圆槽和缺口表面粗糙度 Ra≤2 μm,提高了产品加工质量。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

