



一种台阶轴式快速装夹定位车床夹具的设计探讨
2020-5-19 来源:中国人民解放军驻 贵州航太精密制造 作者:聂省伟 秦元毅
摘要:针对已往台阶轴装夹定位车床夹具工装的不足之处,从结构型式、原材料的选择及热处理控制、加工控制、与机床的连接方式、零件的装夹几方面加以设计改进 , 有效地解决了生产中的实际问题 , 设计了一套更加优越的简易、适用快速定位的工装,具有高可靠、高精度、高质量的优点。
关键词:航空液压系统;台阶轴;装夹定位;车床夹具;工装
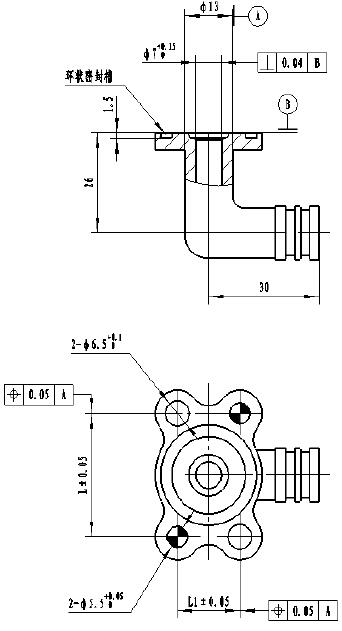
在航空液压系统中,有很多如图 1 带安装盘的管路零件。它与基体一般采用销钉及螺钉相结合的方式连接在一起。装配时将密封圈装入密封槽内,然后用螺钉及销钉连接在基体上,实现密封和连接作用。2-φ5.5 的定位销孔及 2-φ6.5 的安装孔与基准 A 的位置度为 0.05。由于其位置及尺寸精度较高,其工装的设计及加工就非常关键。本文涉及一种高可靠、高精度、高质量的简易工装的设计探讨。
1 、以往常用工装分析
以往最常见的夹具,采用更换车床主轴上的连接盘及三爪卡盘,重新制作花盘,花盘与主轴连接后,然后将另外设计的车夹具通过过盈配合及螺栓连接的型式装在花盘上。该方案的缺点是:
(1)制作周期长。(2)反复拆卸、安装主轴连接盘,会降低主轴及连接盘的尺寸精度,影响后续常规轴类零件的加工精度。(3)因机床型号不同,主轴及连接盘的接口型式及尺寸会不同,导致花盘的结构尺寸及型式也会不同。因此,如何克服以上夹具存在的缺点,实现在车床上快速装夹、定位,并能通过常规连接方式快速连接在不同的机床上,实现互换性,从而提高生产效率,这是此类管接头生产必须首先解决的难题。
2、 一种新型结构
本文主要解决的技术问题是:设计一种互换性强,制造周期短,且能在数控车床上快速装夹、定位,提高加工质量及生产效率的台阶轴式车夹具。
3、 实现方式及原理
3.1 结构型式
该发明采用采用台阶轴结构型式,用定位销及螺钉连接安装形式。
3.2 原材料的选择及热处理控制
为了保证该车夹具的可靠性,对装置中关键零件的原材料及所要达到的各项性能指标,均作出了具体的要求。主体 5 采用 Cr12MoV,热处理达到 56-60HRC;
3.3 加工控制
在数控车床上完成 C、D 两处外圆加工,在加工中保证其同轴度控制在 0.02mm 以内;在加工中心上完成定位销孔 4 及螺钉孔 1 的加工,保证 L 及 L1 的尺寸及位置精度。
3.4 与机床的连接方式
通过三爪卡盘直接夹持 D 部位,实现不同型号机床均能快速装夹。
3.5 零件的装夹
使用时,将零件上的孔插入定位销 4 上,然后通过内六角螺钉 1 及垫圈 2 将零件 3 夹紧。
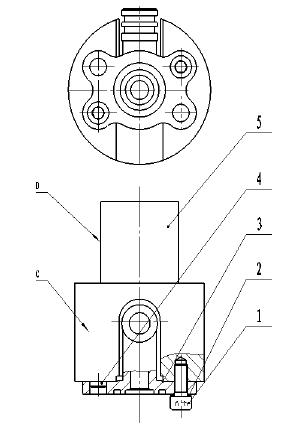
图示说明:1- 内六角螺钉 2- 垫圈 3- 工件 4- 定位销 5- 主体
4、 优点
(1)工装制造及加工周期短,采用数车及加工中心加工,能保证各尺寸及位置精度,结构紧凑。
(2)产品加工质量可靠,生产效率大大提高。
(3)能在不同类型机床上装夹而不需增加其它装置,互换性强。
5、 小结
经试制验证,设计方案可行,达到预期目的。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

