



“十年磨一剑”轴承钢技术取得重大突破,轴承行业迎新变革
2021-4-6 来源:- 作者:-
记者近日在西北工业大学采访时获悉:该校材料学院刘东教授和其团队研发的强力旋轧技术(PTR)取得重大突破,破解了我国相关行业发展的问题。
从汽车、高铁、飞机到仪器仪表、机械装备,所有旋转的机械中,几乎都能寻找到一个共同的核心部件——轴承。而制造轴承所需的材料——轴承钢,则因直接关乎轴承的寿命和可靠性,被誉为“钢中之王”。

运用强力旋轧技术生产的成品。西北工业大学供图
“轴承的工作环境严峻而复杂,不仅需要高速稳定的旋转,还要承受强力的挤压、摩擦,甚至超高温的历练。”刘东教授告诉记者,正因如此,轴承钢的质量和可靠性,有着极为严苛的要求。
如何提升轴承钢的质量?刘东教授介绍,一是要内部足够纯净,夹杂物质越少越好;二是足够均匀,材料内的颗粒物尽量细小、弥散。然而令人遗憾的是,一直以来,我国生产的轴承钢质量与国际先进水平有着较大差距。以夹杂物为例,国外产品夹杂物尺寸完全小于等于10微米,而国内最大粒径达到50-52微米,“大小相差五倍之多”。
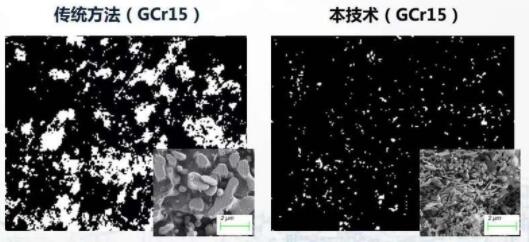
与传统技术相比,强力旋轧技术可得到更为细小弥散的碳化物。西北工业大学供图
由于无法从国内厂家寻求到符合高质量需求的轴承钢, 很多企业不得不花高价进口。这意味着:每制造一套产品,我们就需要向国外买一次轴承。
作为“钢铁大国”,如何能成为“钢铁强国”?经过我国科研工作者几十年的努力,轴承钢中的氧含量、夹杂物等技术问题已得到有效解决。行业中的最后一个“老大难”问题——“碳化物”也被刘东教授和其团队攻克。
由于轴承钢属于高碳钢,在所有钢中其含碳量较高。如果碳化物分布不均匀,且呈大块状,就会严重影响质量。刘东教授打了个比方:“就像揉面时撒了一把盐,如果面团没有揉碎、揉匀,面里就都是又咸又硬的疙瘩。”“让盐更细小、更均匀的分布在面里”,就是刘东教授和团队追求的目标。
“还是以揉面为例,你揉得变形越大,越能揉得均匀,揉好的关键就在于怎么‘揉’。”刘东教授团队创新性的提出了“强力旋轧技术”——“这个技术就是在揉面的时候,让面的3个方向都变形,而且变形的数值非常大,可谓把面揉得又透、又劲道。”
听起来简单的逻辑,却蕴含着刘东教授团队孜孜不倦的探索。团队“十年磨一剑”,经过不断攻关测试,终于突破了技术瓶颈,研究出3项“世界首创”技术,申请到66项发明专利。强力旋轧技术就是其中的一项。
据刘东教授介绍,中国轴承行业已形成近2000亿元的行业销售规模,且每年以12%—15%的速度增长,但生产的轴承还是以中低端轴承和中小型轴承为主。这其中,汽车轴承所占比例达到40%左右,轴承钢中的夹杂物与碳化物质量控制水平低,严重影响了国产汽车用轴承的寿命与可靠性。“强力旋轧技术的出现,或将有力改变这一现状。”
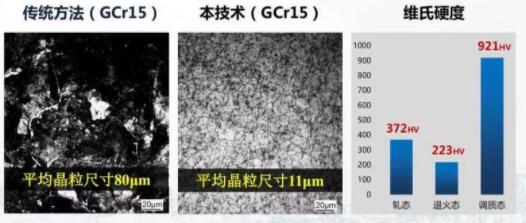
相较于传统技术,强力旋轧技术平均晶粒尺寸更为优化。西北工业大学供图
实验室数据显示:运用强力旋轧技术,晶粒尺寸由原来的50微米细化至10微米,碳化物尺寸仅为原先的1/10。轴承钢硬度同时大大提升,处于世界顶尖水平。此外,轴承的寿命和可靠性也大幅度提高。这一技术还可以显著提高材料利用率,生产流程大大缩短。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

